-

Yüksek Performans Yüksek Kalite Gereksinimleriniz İçin
Sizin için daha fazla konfor, daha fazla etkinlik, daha fazla temizlik ve daha fazla başarı!
İNCELE -
Yüksek Kalite Uygulama Gereksinimleriniz İçin
Daha azına razı olmayın - sonuçta bunlar, ürünün pazardaki başarısını belirleyen faktörlerdir.
İNCELE -

Ağır Şart Hizmet Vakum Konveyörler
Birinci sınıf çözümler el altında olduğunda niçin ikinci sınıf seçilmelidir?
İNCELE -
Gelecek İçin Müşteri Odaklı Ürünler
TeknoConvey ile, bir makineden daha fazlasını elde edersiniz
-
Yüksek kalite standartlarımızı karşılamak için,
Tüm girişimimizi ve tabiki üretimimizi bu düşünceyle uyumlu hale getirdik
İNCELE -

Big Bag Discharging Silo Feeding System
Up to 50 tonnes hour silo feeding systems all time full silos
-
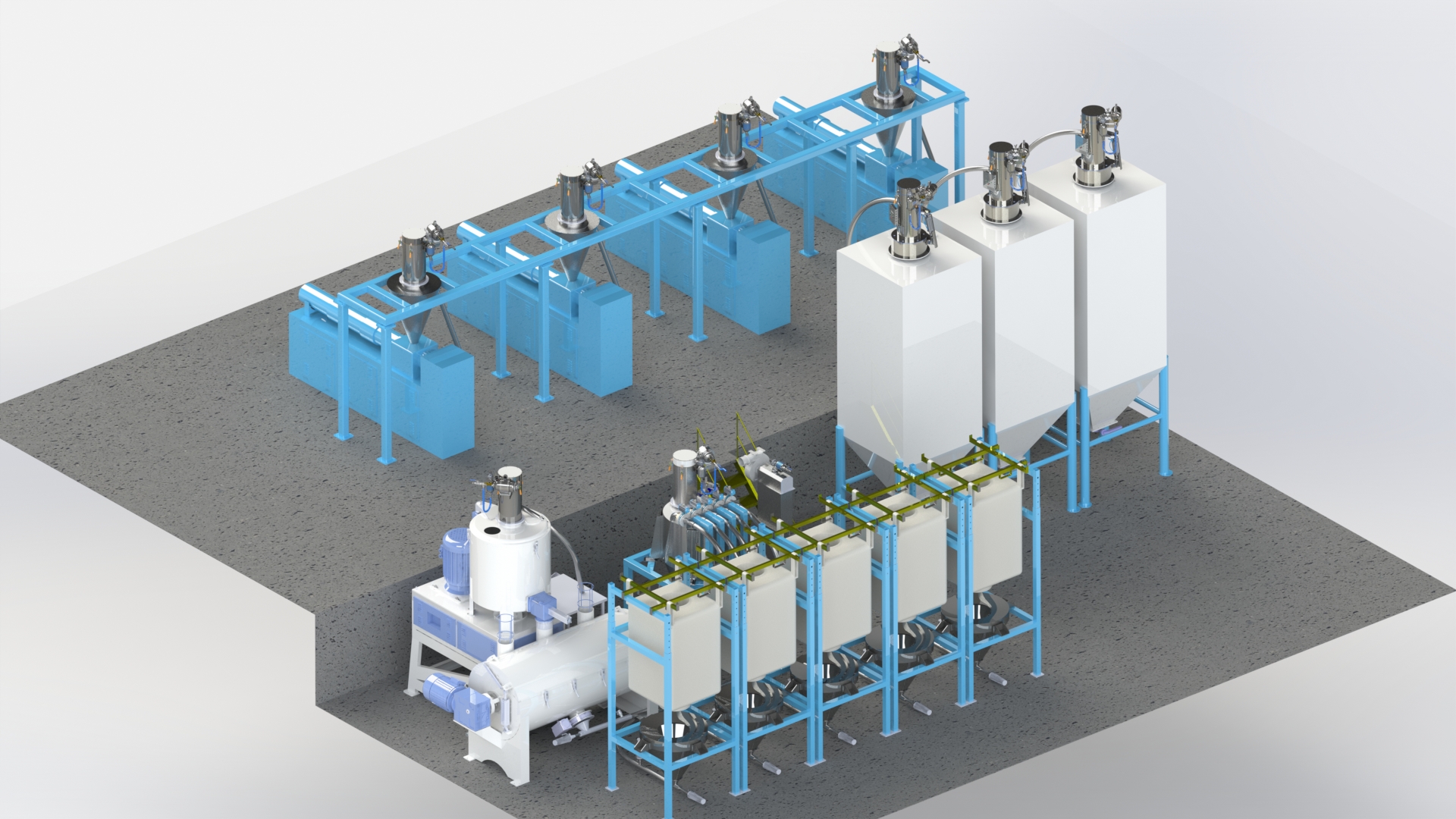
Kusursuz Karışımlar için Kusursuz Dozajlama
Fabrikanızda yer açar size değerli alanlar kazandırır...
-

-

-

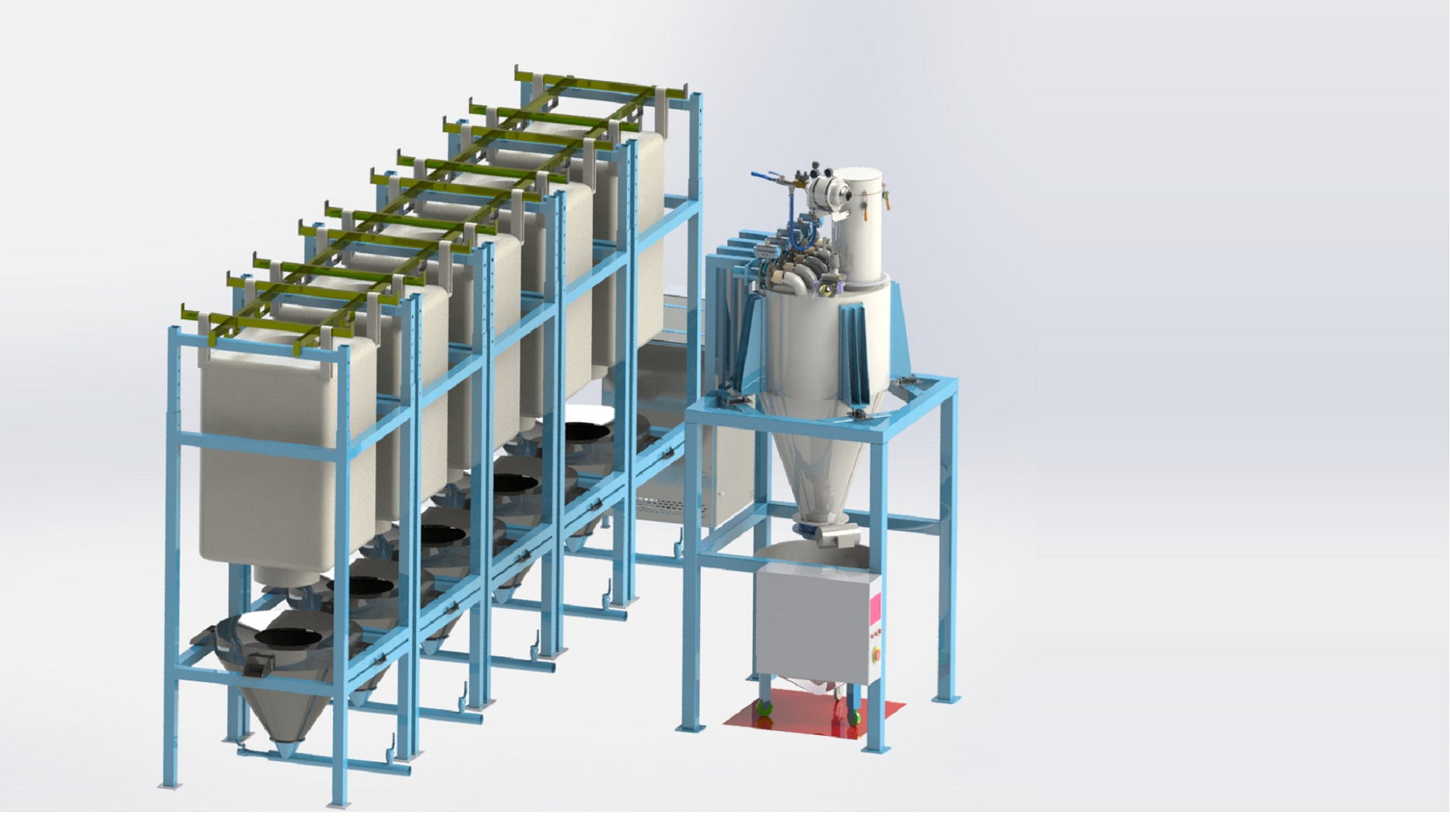
VAKUM KONVEYÖR İLE DOZAJLAMA SİSTEMİ
-

-

Mobil Vakum Konveyör
Hakkımızda
Gelecek için müşteri odaklı ürünler..
TeknoConvey, her türde toz, granül, pelet ve dökme ürünleri torbalara doldurmak, taşımak, dozajlamak, karıştırmak, paketlemek, elemek, kurutmak için sistemleri ve tesisleri imal eder...
Makine endüstrisi hakkındaki kapsamlı bilgimiz, geçmiş yıllarda edinilmiş olup, teknolojik liderliğimizin temelidir. Bu uzmanlığı sizlerle paylaşmaktan memnuniyet duyarız. Başarınız için imalat ve danışmanlık becerilerimizden yararlanın! Karlılık, yenilikçi makine ve ekipman konseptlerinin geliştirilmesinde belirleyici faktördür endüstri ne olursa olsun. TeknoConvey'ın hizmet anlayışındaki ilk adım, her zaman bireysel durumunuzu analiz etmektir. İşletmenizin komple proses zincirini ve lojistiğini - dolum ekipmanından müşterilerinize - analiz ederek, makine tasarımınız için size en uygun özellikleri sağlayabiliriz.
TeknoConvey ile, bir makineden daha fazlasını elde edersiniz: gereksinimlerinizi en iyi şekilde karşılayacak bir makine ve tesis konsepti ve tasarımları elde edersiniz. Ayrıca, uzmanlarımızın yıllardır sektör için geliştirdiği yeniliklerden yararlanacaksınız. Bizim tarafımızdan daha fazla uzmanlık sizin için katma değer demektir. Kullanılan makine miktarının azaltılması, üretiminizin daha hızlı yapılması için yeni teknolojiler ve en yüksek proses stabilitesi gibi akıllı fikirler, paketleme, taşıma ve karıştırma sisteminize herhangi bir ek yatırım yapmadan üretkenliğinizi büyük ölçüde artıracaktır. Ayrıca, nakil tiplerinin sayısını azaltmak, karmaşıklıkta önemli bir azalma ve dolgu ile ilgili maliyetler yaratmak için size standardizasyon seçenekleri sunacağız.
TeknoConvey'de kalite konusunda hiçbir ödün yoktur. Hammadde seçiminden, metalin, elektriksel ve pnömatik ekipmanın sürekli kontrolünden, yüksek kaliteli makinelerin özel kullanımına kadar – iş sizin memnuniyetinize geldiğinde, sadece en iyisi yeterlidir. TeknoConvey'in sadece yüksek dereceli malzeme kullandığını söylemeye gerek yok. Stoklarımızda sürekli yüksek kaliteli ürünler ve sonuçta teslimat tarihleri sunmamıza olanak tanıyan büyük yedek parça stokumuz vardır. Tasarımcılarınız ‘yaratıcılık dolayısıyla sınırlı değildir ve makineleriniz birinci sınıf bir görünüme kavuşur.
Daha azına razı olmayın - sonuçta bunlar, ürünün pazardaki başarısını belirleyen faktörlerdir.
Sizin için daha fazla konfor, daha fazla etkinlik, daha fazla temizlik ve daha fazla başarı!
Birinci sınıf çözümler el altında olduğunda niçin ikinci sınıf seçilmelidir?
Ve bu, her açıdan! Örneğin TeknoConvey prensibi ile, iki hedefi tek bir taşla vurabilirsiniz.
Yüksek kalite standartlarımızı karşılamak için, tüm girişimimizi ve tabii ki üretimimizi bu düşünceyle uyumlu hale getirdik. Siparişiniz, saat işleyişi gibi farklı üretim aşamalarından geçecektir - programa göre ve her zaman titiz kalite kontrol altında. Bu sıkı organizasyon, zamanında teslimat, sürekli yüksek kalite ve kısa reaksiyon süreleriyle ilgili gereksinimlerinizi karşılamamızı sağlar. Uzmanlarımızla iyi ellerde olduğunuzu bilmek de TeknoConvey katma değer prensibinin bir parçasıdır.
Süreç optimizasyonu, sizin yararınıza ve bizim için en büyük güçlerimizden biridir. Bu nedenle, sürecin her aşaması diğerleriyle koordine edilir - ve hepsi dünya standartlarında teknoloji ve seçkin kadroyla ustalaşırız. Üretim verimliliğimiz sektörde ünlüdür. Sadece en kaliteli ürünleri tedarik etmekteyiz ve pazardaki başarılı ürünümüzü esneklik, güvenilirlik ve onlarca yıllık uzmanlığımızla desteklemek için ideal koşulları sunuyoruz. Yıllardır geliştirdiğimiz 50.000'den fazla makineyi kuşak örneğinde birçok farklı zorluklarla ilgili deneyimimiz yansıtılıyor - bu güvenebileceğiniz bir şey!





Politikamız
Sıkça Sorulan Sorular
Mekanik ve vakumlu taşıma sistemlerinin faydaları tartılırken bakım, personel hizmeti kullanımı, temizlik, aksama süresi ve güvenlik tasarrufu gibi temel maliyetler dikkate alınması gereken önemli hususlardır.
Toz ve dökme katıların taşınması, tamamen aynı iki taşıma uygulamasının olmadığı özel bir alandır. İki üretici birbiriyle aynı malzemeyi kullansa, benzer ekipman türlerini kullansa veya benzer süreçlere sahip olsa da, her üretim hattına ve organizasyona özgü faktörler, bu sürece özgü hususları gerektirir. Bir üretici için bir vakumlu taşıma sistemi çözüm olabilir. Ancak diğeri için, bir mekanik konveyör, ihtiyaçları ve hedefleri karşılamak için en iyi çözümü sunabilir.
Hem vakumlu taşıma hem de mekanik taşıma, tozları nazikçe ve güvenli bir şekilde aktarmak için tasarlanmış kapalı taşıma sistemleridir. İster tesis güvenliğini artırmak, katı gıda ve ilaç yönetmeliklerine uymak, solunabilir ve yanıcı toz düzenlemelerine uymak veya artan talebi karşılamak için verimi artırmak için otomatik toz transfer sistemleri kullanıyor olsun, satın alma kararında maliyetler büyük önem taşır.
Hem vakumlu taşıma hem de mekanik taşıma sistemlerini tasarlama deneyimine sahip uzman konveyör üreticileri, işleyicilerin ve üreticilerin ön maliyetleri, sistem avantajlarını ve her iki sistem arasında bakım, yardımcı program kullanımı, temizlik, kesinti ve güvenlik tasarrufları dahil olmak üzere düşük maliyetlerini değerlendirmelerine yardımcı olur.
Standart bir taşıma sistemi, tek olarak çalışmak üzere bir araya gelen beş temel ekipmandan oluşur - bir toplama noktası, taşıma borusu, bir vakum alıcısı, bir vakum üreticisi ve bir kontrol modülü. Toplama noktasından, malzeme taşıma borularından vakum alıcısına akar, bu da malzemeyi yukarıdaki proses veya paketleme makinesinden alıcının altındaki boşaltma valfleri aracılığıyla aktarır. Vakum üreticileri, pnömatik taşıma sistemlerinin çekirdeğidir ve taşıma tüplerinden vakum filtresi alıcılarına malzeme akışını yönetmek için kontrol paneliyle birlikte çalışır.
Aero-mekanik taşıma, sürekli bir çelik kablo halkası içeren, tipik olarak 3 veya 4 inçlik iki paralel boru şeklindeki muhafazadan oluşur. Boruların iç çapından daha küçük olan polimer diskler, çelik kablo boyunca eşit aralıklarla monte edilir. Muhafazanın bir tarafı taşıma, diğer tarafı ise geri dönüş içindir. Malzeme giriş ve çıkışları uygulamaya uygun şekilde yerleştirilmiştir. Küçük bir 2 hp veya 3 hp motor, iki dişli tertibatından birine tahrik sağlar ve diğeri dönüşü yönlendirir. Girişe giren malzeme, diskler arasındaki hava cepleri tarafından akışkanlaştırılmış bir formda hareket ettirilir, ayrıca disklerin çıkış veya boşaltma noktasına hareketiyle mekanik olarak yardım edilir.
Her iki sistem de açık taşıma ve manuel toz aktarımı için tozsuz çözümlerdir ve her birinin kendine özgü güçlü yanları vardır.
Kapalı tozsuz bir süreçte torba boşaltma istasyonlarından dökme tozların ölçülü zemin seviyesinde aktarılmasını sağlayan Esnek Helezon Taşıma Sistemi.
Enerji maliyetleri
Aero-mekanik taşıma, büyük miktarlarda malzemeyi minimum enerji tüketimi ile taşıma yeteneğine sahiptir çünkü dişli düzeneğini tahrik eden sadece küçük bir motor vardır. Dakikada 250 metrelik hızlarda hareket eden dişli tertibatı, kendi hava akışını yaratarak, kalan malzemeyi kapalı boru şeklindeki muhafazadan çıkıştan boşalana kadar çevirerek filtreleme ihtiyacını ortadan kaldırır.
Pnömatik Taşıma Sistemleri, toplu tozları zemin seviyesinden yukarı ve aşağı proses ekipmanına taşıyarak manuel malzeme, kaldırma, merdiven çıkma ve boşaltmayı azaltırken üretkenliği artırır.
Bunun tersine, vakumlu taşıma sistemleri, malzemeyi taşıma hatlarında taşımak için hem güç hem de hava gerektirir. Bu taşıma sistemleri, basınçlı hava, tek fazlı ve üç fazlı gibi uygulama, konfigürasyon ve hizmet gereksinimlerine bağlı olarak hava ile çalışan, elektrikli, rejen üfleyiciler ve vakum pompaları gibi çeşitli vakum üreticilerini barındırır.
Vakumlu taşıma sisteminde ihtiyaç duyulan ek güç bileşenlerinin yanı sıra, filtre alıcılarının vakum üreticisine geri dönen temiz havadan malzemeleri ayırmayı sağlar.
Bakım, temizlik ve işçilik maliyetleri
Sıhhi ve hijyenik tasarıma sahip hem aero-mekanik konveyörler hem de vakumlu konveyörler mevcutken, mekanik konveyörler bir dizi hareketli parçaya sahiptir, bu da onları ileri teknoloji gıda uygulamaları için, taşınan ürünle temas eden hiçbir hareketli parçası olmayan vakumlu konveyörlere göre daha az ideal hale getirir.
Mekanik konveyörler, pnömatik konveyörlerden daha fazla hareketli parça içerdiğinden, bakım maliyetleri daha yüksektir ve makineler, planlanmamış arıza sürelerine karşı daha hassastır. Daha fazla hareketli parça aynı zamanda temizlemenin vakumlu konveyörlere göre daha zor olduğu anlamına gelir ve bu da onları sıhhi koşullarda daha az tercih edilir hale getirir. Aeromekanik konveyörler, gıda sınıfı bileşenlerle inşa edilebilir ve bazen aero-mekanik taşımanın faydaları, disklerin uzun süre aşınacağı gerçeğinden ağır basar.
Ekipmanın daha fazla hareketli parçası olduğu her an, parça, işçilik ve arıza süresi açısından genel bakım maliyetleri artar. Sürekli çalışma açısından bakıldığında, aero-mekanik sistemlerin bakım gereksinimleri, çelik kabloların ara sıra sıkıştırılması ve aşınmış veya hasar görmüş disklerin ve kablo düzeneklerinin ara sıra değiştirilmesiyle sınırlıdır. Bununla birlikte, neredeyse hiç hareketli parçası olmayan vakumlu taşıma sistemleri, temizlik ve önleyici bakım söz konusu olduğunda daha ekonomiktir ve yağ seviyelerini ve motor sağlığını kontrol etmek için yılda birkaç kez minimum dikkat gerektirir. Ayrıca, partiler arasında vakumlu taşıma sistemleri ile hortumları ve filtreleri değiştirme yeteneği, daha hızlı geçişler ve daha uzun çalışma süresi sağlar.
Emniyet
Manuel malzeme taşıma, imalat sektöründe telafi edilebilir yaralanmaların bir numaralı kaynağıdır. Bu yaralanmaların çoğu, vakum veya aero-mekanik konveyörler gibi otomatik bir transfer sistemi kullanılarak önlenebilir - genellikle bu yaralanmalarla ilişkili doğrudan ve dolaylı maliyetlerden daha düşük bir maliyetle. Vakumlu veya aero-mekanik konveyör sistemiyle bir işyeri tehlikesini çözmek neredeyse% 100, üretim verimliliği sayesinde karı artırır.
Otomatik toz transfer sistemlerinin uygulanması, genellikle manuel malzeme kullanımı için gereken işçi sayısını azaltır, iş gücü tasarruflarını artırır, bu da vakum ve aero-mekanik konveyör ekipmanının yatırım getirisini hızla artırır.
Bazen faktörler, hangi tür teknolojinin kullanılacağını tamamen belirler, ancak seçim yapıldığında, aero-mekanik veya vakumlu taşıma sistemi arasındaki tek belirleyici faktör ön maliyetler olmamalıdır. Kullanıcılar, yetersiz sistemlerin neden olduğu planlanmamış kesinti süresini azaltmak için en ucuz ürünü değil, bir uzmanı aramalıdır.
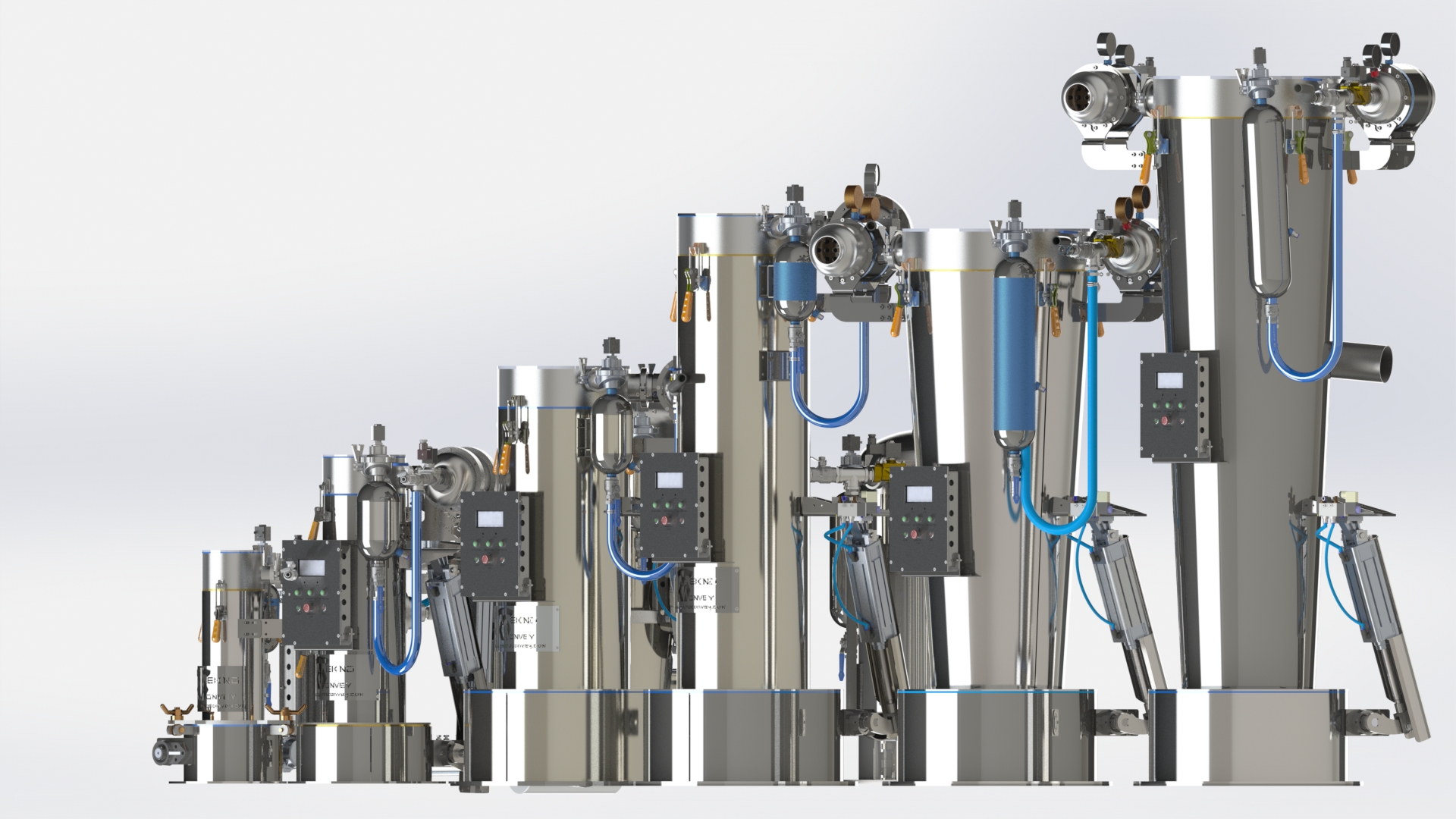
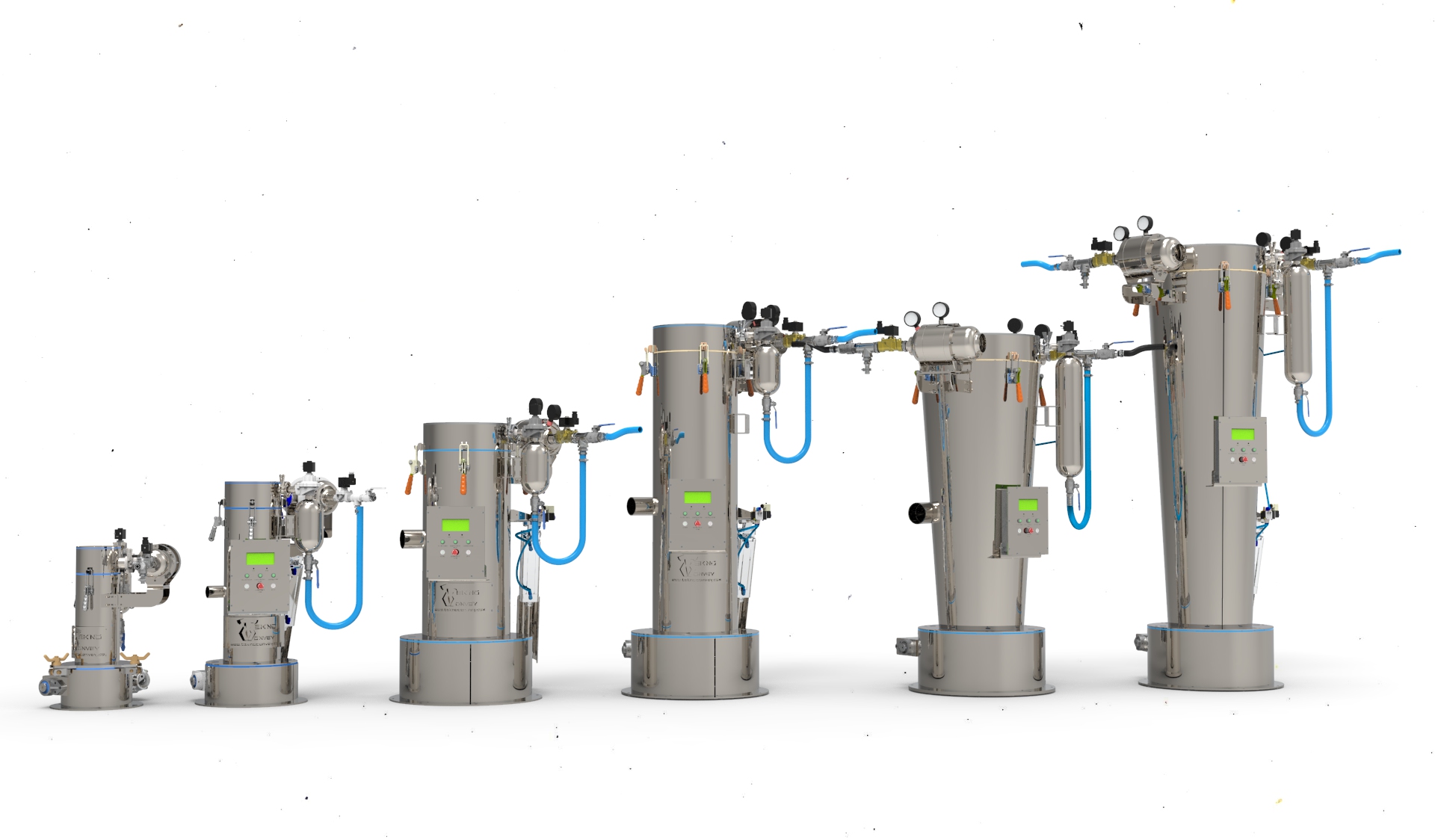
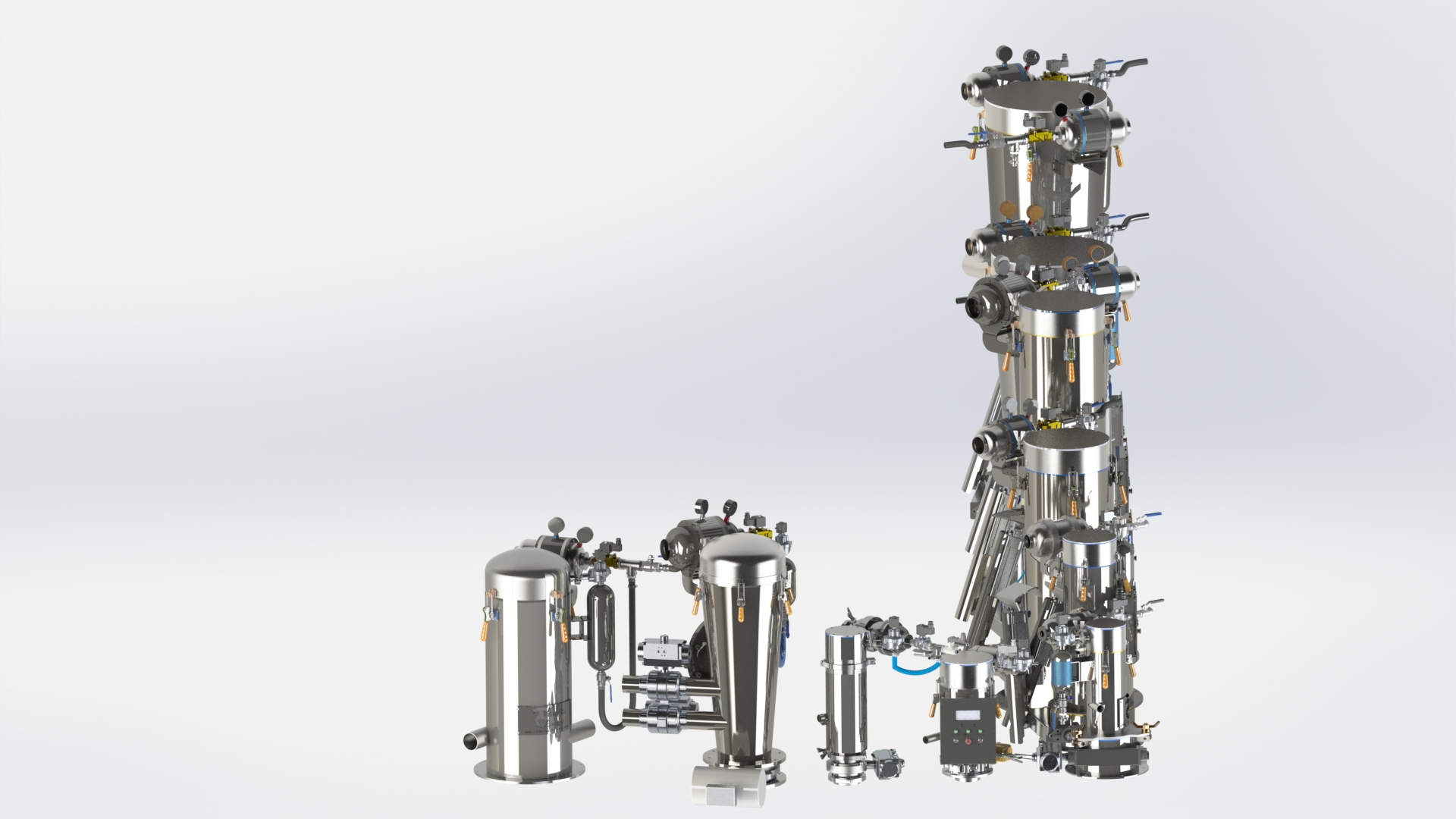
Vakumlu Taşıma Sistemleri
Her bir TeknoConvey vakumlu taşıma sistemi; bir toplama noktası, bir vakum alıcısı, bir vakum üreticisi ve sertifikalı bir kontrol panelinden oluşur.
Vakumlu taşıma sistemindeki bir toplama noktası, bir tamburdan, bir torba boşaltma istasyonundan, big bag boşaltıcıdan veya hatta bir kamyondan veya bir vagondan taşınacak bir ürün olabilir.
Vakumlu taşıma sistemlerinin maliyeti, uygulamanın parametrelerinin bilinmesine bağlıdır ve aktarılacak malzeme hacmi, bir sistemde ne kadar otomasyon gerektiğinin belirlenmesine yardımcı olur.
Bir malzeme kabından bir boru hattıyla bir vakum alıcısına nakil, bir operatörün bir çubuğu tamburdaki ürün boyunca hareket ettirdiği düşük maliyetli bir sistemdir. Bir operatör, bir çubukla saatte 2,500 kg malzemeyi (hatta biraz daha yükseğe) güvenli bir şekilde taşıyabilir2,500 kg dan daha yüksek oranlar elde etmek için, malzemenin yerçekimi ile yukarıda bahsedilen diğer yöntemlerden biri ile taşıma hattına beslenmesi gerekir.
Bir torba boşaltma 25 kg lık torba boşaltan bir operatör, dakikada yaklaşık 50 kg lık (dakikada 2 torba) elde edebilir ve malzemeyi big bag torba boşaltıcılardan boşaltırken çok daha yüksek oranlar elde edilebilir.
Aşağıda Vakumlu Taşıma Sistemindeki bileşenlerin kısa bir açıklaması bulunmaktadır.
Emiş nozulu, esas olarak varillerden veya diğer kaplardan taşınırken kullanılır. Operatör nozulu kabın içine sokar ve malzeme nozul aracılığıyla taşıma hattına emilir.
Torba Boşaltma İstasyonu 25 kg'lık torbalar gibi daha küçük torbalardan malzeme taşımak için kullanılan operatör, torbayı torba boşaltma istasyonu ızgarasına kaldırır, torbada bir yarık açar ve daha sonra malzemenin yerçekimi ile taşıma hattına düştüğü yere çevirir. Materyal serbest akışlı değilse veya yapışkan ise, materyali taşıma hattına ölçmek için bir vidalı boşaltma cihazı kullanılabilir.
Big bag torba boşaltıcı olarak da bilinen big bag boşaltma istasyonları, büyük süper çuvalları boşaltmak amacıyla (1000 kg) kullanılır. Büyük big bag çuvallar bir yükleme ağzı ve bir boşaltma ağzı ile birlikte gelir. Çerçeveye bir çuval yerleştirildiğinde, operatör, malzemenin yerçekimi ile taşıma hattına akmasına izin vermek için boşaltma ağzını çözer.
Borular ve hortumlar, malzemeleri bir noktadan diğerine taşırken vakumlu taşıma sistemi için hayati önem taşır. Boru her zaman metaldir ve genellikle paslanmaz çeliktir yada alüminyum veya plastik. Boru uzunlukları, sıkıştırma tipi kaplinler kullanılarak bağlanır; bununla birlikte, sıhhi sistemlerde borular cilalanır ve yüksüklerle bağlanır. Esnek taşıma hortumu FDA ve USDA tarafından kabul edilmiş, pürüzsüz delikli ve statik iletkendir. Asla statik olmayan iletken hortum veya PVC tüp kullanmayın mecbur kalmadıkça.
Vakum Alıcısı Vakum alıcıları farklı şekil ve boyutlarda gelir. Kapasite olarak 5 litre fit küp iile 250 litre arasında, vakum alıcısı boyutlandırması sistemin yığın yoğunluğuna ve hızına (saatte kg) bağlıdır. TEKNOCONVEY, gıda, ilaç ve kimya endüstrileri için her tür toz için vakum alıcıları sunmaktadır.
Filtreler ve Filtre Muhafaza Tertibatları Vakum alıcıları gibi, vakumlu taşıma sistemindeki filtreler de uygulamaya bağlıdır. TEKNOCONVEY statik iletken filtreler kullanır ve darbeli filtre temizleme sistemimiz filtrelerin temiz kalmasını ve sistemin verimli çalışmasını sağlar.
Vakum Üreteçleri
Vakum üreteçleri veya hava taşıyıcılar, vakumlu taşıma sisteminin kalbidir. TeknoConvey, bir sistemde hava akışı oluşturmak için dört seçenek sunar.
Venturi Güç Üniteleri - bunlar basınçlı hava kullanarak çalışır ve hareketli parçaları yoktur. TeknoConvey venturi güç ünitesi, vakumlu taşıma sistemi kullanmanın düşük maliyetli bir yoludur ve kurulumu kolaydır çok efektifdir.
Pozitif Deplasmanlı Vakum Pompaları - PD Pompası, bir motor tarafından tahrik edilen döner loblu bir pompa kayışı kullanarak vakum oluşturur. Öncelikle seyrek ve yarı yoğun taşıma sistemleri için kullanılır.
Yüksek Vakumlu Pompalar - malzemenin boru yoluyla sümüklü böcek içinde taşındığı yoğun fazlı taşıma için kullanılır.
Rejeneratif Üfleyiciler - bunlar vakumda daha düşük ve hava akışında daha yüksektir ve granül veya peletlenmiş ürünleri taşırken kullanım için mükemmeldir.
Kontrol Panelleri Vakum Pompası sistemin kalbiyse, kontrol paneli beyindir. TeknoConvey, Sertifikalı bir kontrol paneli üreticisidir ve bunları uygulamaya göre inşa eder. En basit sistemler bile taşıma, boşaltma ve darbe işlevlerini kontrol etmek için bir mikro PLC kullanır ve daha karmaşık PLC kontrol panelleri, daha ilgili toplu tartım sistemleri ve çok bileşenli işleme sistemleri için sağlanır.
Genelde vakum konveyörler 1.500 Euro'dan 12.500 Euro ya kadar talep edilen kapasiteye göre fiyatlar değişmektedir 100 kg dan 10 tona kadar. Belirttiğiniz kapasiteye göre en uygun fiyat ve kalite garantisi vermekteyiz. Projenize özel özel tasarımlarda yapabilmekteyiz.
Birçok üretim işleminde, basınçlı hava kullanımı çok önemlidir, çimento, uçucu kül, nişasta, şeker, tuz, kum, plastik peletler, yulaf, yemler vb. birçok türde malzemenin pnömatik olarak taşınmasıdan dolayı. Genellikle bunlar yüksek oranda nakilde basınçlı hava kullanılan sistemlerdir. - basınçlı hava (100 psig sınıfı) daha düşük basınçlara (15 psig, 45 psig) düşürmek büyük bir tasarruf aracı olmaktadır.
Bu süreçler genellikle karmaşıktır ve yüksek basınçlı giriş havasını kullanmak üzere bir çok ekipman üretici tarafından tasarlanmıştır. Bunları düşük basınca dönüştürmek bazen kontrollerde, vanalarda, borularda, regülatörlerde, vb. önemli değişiklikler gerektiren göz korkutucu bir iş olabilir, bu nedenle tesisiler genellikle bu fırsatlara ciddi bir proje olarak yaklaşmaya dirençlidir.
Uzmanlık alanımız, pnömatik taşıma ekipmanlarının tasarımı, uygulaması, seçimi veya çalıştırılmasında yatmamaktadır. Bir enerji kaynağı olarak basınçlı havanın işletme maliyetinin belirlenmesi ve basınçlı hava gücünün etkin yönetimi ile tesis işletme maliyetini düşürme fırsatları alanında yatmaktadır.
Seyrek Fazlı Pnömatik Taşıma Sistemleri
Önemli ölçüde daha düşük bir basınca düşürülmüş yüksek basınçlı hava hacmi kullanmak yerine uygun düşük çalışma basıncında üretilen basınçlı hava ile elektrik enerjisi tasarrufunda var olan fırsatın büyüklüğünü şu şekilde izah edebiliriz 9 bar basınçta 1700 metreküp saaat 8760 çalışma saati yıllık basınçlı hava enerji maliyeti 77.000 Usd etrafındayken 4 bar basınçta 1700 metreküp saat 8760 çalışma saati yıllık basınçlı hava maliyeti 30.000 usd olacaktır (0,10 cent 1 kw) aradaki maliye varkı yaklaşık 40.000 Usd olacaktır.
Pnömatik taşımanın en farklı iki kategorisi düşük basınçlı veya yüksek basınçlı sistemlerdir (orta faz, zayıf faz, pozitif basınç vb. "Arada" başka isimler vardır). İlk kategori, seyrek fazlı pnömatik taşıma sistemleri olarak da anılan düşük basınçlı sistemlerdir. Bu sistemler, 1 barın altındaki giriş hava basıncını kullanır ve malzemeleri taşıma hattı boyunca nispeten yüksek hızlarda ve hacimde itmek veya çekmek için pozitif veya negatif basınç kullanır. Düşük basınç / yüksek hız sistemleri olarak tanımlanırlar ve yüksek hava-malzeme oranına sahiptirler.
Döner hava kilitli besleyici kullanan tipik bir düşük basınçlı sistem, sistemin başlangıcında yaklaşık 750 metre dakika ve sonunda yaklaşık 1.800 metre dakikalık yüksek bir toplama hızı kullanacaktır. Taşıma hattı basıncı başlangıçta 1 barın altındadır ve sonunda atmosfer basıncına yakındır.
Düşük basınçlı sistemler, birincil basınçlı hava kaynağı olarak düşük basınçlı pozitif deplasmanlı bir üfleyici kullanmalıdır. Çoğunlukla, taşınan ürünün aşındırıcı doğası, seyrek fazın ve ilişkili çok yüksek hızların kullanılmasını engeller, bu da önemli sistem boruları ve valf aşınmasına neden olur.
Yoğun Fazlı Pnömatik Taşıma Sistemleri
İkinci kategori olan yüksek basınçlı sistemler yoğun faz sistemleri olarak bilinir. Bu sistemler, boruda 15 psig'nin (50 psig'ye kadar) üzerindeki hava basıncını kullanır ve malzemeleri, ekstrüzyon gibi nispeten düşük hızlarda (3 metre saniyeden maksimum 10 metre saniye'ye kadar) taşıma hattından itmek için pozitif basınç kullanır. Yüksek basınç / düşük hız sistemleri olarak tanımlanırlar ve düşük hava-malzeme oranına sahiptirler.
Yoğun faz taşıma, büyük miktarlarda dökme katı malzemeyi tıpaç şeklinde taşıma hattı boyunca taşımak için daha az miktarda hava kullanır.
Genellikle taşınan ürün doğası gereği genellikle aşındırıcıdır. Yoğun Faz sistemi, tasarımın makul hızlarını koruyarak ve yine de üretim saatinde uygun miktarı sunarak transfer borusu erozyonunu ortadan kaldırmak veya en aza indirmek için seçilir. Genel olarak, bu tip sistem uygun boyut ve basınçta (35 - 100 psig) bir hava kompresörü gerektirir.
Yoğun fazlı taşıma sistemleri, halihazırda özel bir düşük basınçlı hava kaynağı kullanmıyorsa, yüksek basınç sistemlerinden çıkarılabilir ve uygun bir tek kademeli pistonlu döner vidalı veya santrifüjlü (tek veya iki kademeli) kompresör buna tahsis edilebilir senaryo. Bu havanın metreküp başına elektrik enerjisi maliyeti, yüksek basınçtan çok daha düşük olacaktır ve ünite, kullanılmadığında kolayca kapatılabilir.
Bu akış hacimleri, ürün ve sistem tasarımına bağlı olarak büyük ölçüde değişecektir, ancak her zaman benzer seyrek faz sisteminden daha düşük olacaktır. Genellikle bu sistemlerde, taşıma yolu boyunca talebe katkıda bulunacak küçük güçlendirici boosterler olacaktır.
Yeni bir taşıma sistemi kurarken, tedarikçinizin ve / veya danışmanınızın temel tasarımlarda gerçek hava maliyetini dikkate aldığından emin olmak için bu fırsatların farkında olun.
Hava Akışkanlaştırıcılarının ( Booster) Çalıştırılması
Yoğun Fazlı pnömatik taşıma sistemleri, özellikle yoğun faz, ürünü hat boyunca hareket ettirmeye ve boru duvarlarından kurtarmaya yardımcı olmak için "hava koruyucu güçlendiriciler" veya "hava akışkanlaştırıcılar" olarak da bilinen "güçlendirici pulserler" kullanır. Çoklu kontroller veya akışkanlaştırıcılar tipik olarak besleme gözü bölümünün duvarına monte edilir ve malzemeyi gevşetmek ve hava akışını yönlendirmek için belirli boruların duvarı. Düzgün çalıştıklarında, ürün sütununun doğal sağlamlığını kontrol etmek ve uygun basınçlı hava boru hattı hızını korumak için gerektiği gibi kısa küçük hava atışları girerler. "Hava koruyucu güçlendiriciler", pahalı yüksek basınçlı havayı optimize etmek ve ürün sütununun sağlam bütünlüğünü bozmamak için genellikle dikkatli bir şekilde ayarlanır ve kontrol edilir.
Bu akışkanlaştırıcılar genellikle iki türden biridir:
- Yalnızca ayrı vibratörle hava üfleme
- Yerleşik vibratörlü hava üfleme.
Pnömatik taşıma sistemlerinizde hava akışkanlaştırıcıları çalıştırırken aklınızda bulundurmanız gereken bazı önemli ipuçları şunlardır:
- Basınçlı hava en pahalı hizmetinizdir. Daha fazla hava varsa performansı artırmaz. İşi doğru yapmak için minimum hava hacmini belirleyin ve kontrol edin.
- Havayı yalnızca hazne tahliye edilirken çalıştırın. Bu sadece hava kullanımını en aza indirmekle kalmayacak, aynı zamanda performansı da artıracaktır. Akışkanlaştırıcıların boşaltma kapalıyken çalıştırılması malzemede boşluklara neden olabilir. Boşaltma çıkışı açıldığında, malzeme düzgün bir şekilde dışarı çıkmak yerine boşluğa akabilir.
- Birden fazla akışkanlaştırıcıyı aynı anda değil, sırayla çalıştırmayı deneyin. Bu, hava sistemi üzerindeki talep etkisini önemli ölçüde azaltacak ve ürünün bir arada tutulmasına yardımcı olacaktır.
- Titreşim cihazlarının mümkün olan en iyi zamanlamasını tasarlamak için zaman ayırın. Mümkün olan en kısa darbe süresi ve mümkün olan en uzun aralık ile ihtiyacınız olan deşarj performansını elde edin. Farklı ürünler taşıyorsanız, her ürün için optimum zamanlı pals havalandırması oluşturun ve buna göre ayarlayın.
- Koşullar elverdiğinde elektrikle çalışan vibratörleri çalıştırın. Havayla çalışan vibratörler çalıştırmanız gerekiyorsa, yalnızca gerektiğinde çalıştıklarından emin olun.
Bir örnek pnömatik taşıma çalışması
Bu vaka çalışması, uygun kontroller olmadan bir sistemi çalıştırmanın bazı tuzaklarını gösteren eski bir malzeme taşıma sistemidir.
Pnömatik taşıma sistemi, karıştırılacak uygun malzeme ile sekiz tedarik silosunu doldurur ve üretim için fırına gönderir. Yerçekimi, malzemeyi bodrumdaki Karışım Bekletme Haznesinden besler. Ürünler daha sonra pnömatik olarak 8 ”hat üzerinden iki ayrı“ Blender Haznesine ”taşınır. Bunlar iki üretim hattı içindir. Karıştırıcı Hazneden, karışık parti pnömatik olarak her hat için üç “Ara haznelerde” ve ardından 8 ”hatlar üzerinden gerektiği şekilde fırına taşınır.
Mevcut üretim seviyelerinde, toplu taşıma sisteminin saatte 15.000 kg karışımı işlemesi gerekir. Ara haznelerde 2 saatlik bir tedarik yastığı oluşturmak için, sistemin saatte 45.000kg çalıştırma kapasitesine sahip olması gerekir.
Yıllar geçtikçe, bu sürekli artan gerekli taşıma seviyelerine ulaşmak için, temel sistem, özellikle hava koruyucular veya hızlandırıcılar "ayarlandı". Bu güçlendiricilerin tümü, ayarlandığı gibi 30 psig'den 90 psig'ye kadar besleme basınçlarıyla açık çalışıyor.
Günümüzde, taşıma sisteminden ölçülen ortalama akış 2500 metreküp saat (365 metre / dakikaya kadar hız) ve 2-3 dakika için 4.400 metreküp saat (hız 610 metre / dak) olan sürekli tepe - 6-8 dakika için 3,400 metreküp saattir'dir. Bu tepe ani artış talepleri, her saat boyunca beş ila altı benzer olay ile 10-45 dakikalık aralıklarla ortaya çıkmaktadır.
Basınçtaki derin düşüşler, biraz kıvrımlı ara bağlantı borusunun etkilerinden ve kontrol sisteminin tepki süresinden o sırada mevcut basınçlı havanın olmamasından kaynaklanır. Tesis, önemli ölçüde boru hattı erozyonu yaşıyor.
Taşıma sistemi şu anda zirveleri 4.400 metreküp saate ulaşan 2.500 metreküp saat ortalama hava tüketiyor gibi görünüyor.
Taşıma sistemi, nakil borusuna 55 ila 60 psia'lık bir ana hava beslemesi ile çalıştırılabilirse, Birincil basınçlı hava giriş gücünde ve / veya elektrik enerjisinde ortalama 112 kW azalma olur. Yılda 8500 saat için 0,10 kWh olan bu, elektrik faturasını yılda neredeyse 95,200 $ azaltacaktır. Elektrik enerjisi tasarrufu yıllık.
Tüm boru tesisatını uygulamak için, vana, vb., Bu düşük giriş basıncında hala çalışıp çalışamayacaklarını görmek için kontrol edilmelidir. Daha düşük basınçta, aşırı basınç düşüşünü önlemek için boruların daha büyük olması gerekebilir. Hava güçlendiriciler gerekirse yüksek basınç sistemine bağlanabilir, ancak dikkatlice kontrol edilmeleri gerekir. Uygun boru tesisatı ve düzenlemeyle düşük basınçlı sistemden beslenme en iyisidir.
Vakum Taşıma
Vakumlu pnömatik taşıma, pozitif basınçlı pnömatik taşıma ile karşılaştırıldığında bazı doğal avantajlara sahiptir:
Her zaman olduğu gibi, önerilen her süreç, seçim sürecinde temel bir bileşen olarak toplam yıllık elektrik enerjisi işletme maliyeti ile birlikte değerlendirilmelidir. Vakum en çok seyrek faz naklinde kullanılsa da, ekonomi ve koşullar gerektirdiğinde yoğun faz sisteminde de kullanılabilir. Özellikle basınçlı hava tahrikli merkezi vakum pompasının kullanılması planlanıyorsa, optimum güç sürücülerine dikkatli bir değerlendirme uygulanmalıdır.
Vakumlu taşıma sistemiyle, elektrik motoru tahrikli bir merkezi vakum pompası her zaman enerji verimliliği açısından kullanılmayabilir. Hava tahrikli bir merkezi vakum pompası, enerji verimliliği açısından uygun sistemlerde daha avanatajlıdır.
Bir vakum sistemi belirlemeden önce anlaşılması gereken bazı önemli vakumlu konveyör taşıma türleri vardır. Bu bölüm, ilgilenen herkesin ne arayacağını bilmesi için her türü ve ana kullanımlarını kısaca açıklayacaktır. Bu listenin yalnızca geniş kategorileri açıkladığını ve piyasada bulunanları tam olarak temsil etmediğini unutmayın; Yeni teknoloji hakkında en güncel bilgilere sahip olacaklarından bu bilgileri bulmak için her zaman bizimle iletişime geçin.
Vakumlu konveyörleri seyrek faz taşıma
Seyrek fazlı vakumlu konveyörde ürün akışı.
Seyrek fazlı vakumlu konveyör, ürünü sürekli olarak akışkanlaştırmak için düşük basınçta yüksek hızlı hava akımları uygular. Seyrek fazlı vakumlu konveyörler, çoğunlukla basınç altında (talaş, tahıl, vb.) Ve daha uzun mesafelerde sıkışmayan malzemeler için uygulanır. Yüksek hızlı hareket, ürüne daha fazla kuvvet uygular, bu nedenle kırılgan malzemeler genellikle bu sistemler aracılığıyla taşınmaz. Seyrek fazlı vakumlu konveyörler, vakum herhangi bir toksisiteye maruz kalmayı azaltacağından, onları kimyasal ve gıda işleme tesisleri, tarım ve diğer endüstrilere değerli katkılar haline getireceğinden tehlikeli uygulamalar için özellikle yararlıdır. Malzemeniz tehlikeli ve / veya yüksek hızlara dayanacak kadar güçlüyse, seyrek fazlı bir vakum konveyör düşünün.
Yoğun fazlı vakumlu konveyörlerle ürün taşıma
Yoğun fazlı vakumlu konveyörde ürün akışı.
Seyrek fazlı konveyörlerin aksine, yoğun fazlı konveyörler, kontrollü bir vakum ve düşük hız kullanılarak çalıştırılır ve sistem boyunca yavaş hareket eden, ayrı ürün "paketleri" oluşturur. Yavaş, yoğun bir faz oluşturmanın amacı, bu konveyörlerin hala pnömatik bir sistem kullanırken kırılgan malzemeyi hareket ettirmesine izin veren aşırı stresi önlemektir. Ayrıca, her bir ürün tümseği, iki höyüğün birbirine değmemesi için yeterli alanla boşlukla sonlandırılabildiğinden, tüp içinde aşırı birikmeyi de önlerler. Bu kurulum, daha ağır malzemeleri de taşıyabilir ve bu da onları yüksek hacimli uygulamalarda kullanışlı hale getirir. Seyrek fazlı konveyörlerden daha yavaş olsalar da, yoğun fazlı konveyörler ürünleri nazikçe taşır ve yüksek düzeyde düzenlenmiş ve otomatikleştirilmiş uygulamalar için idealdir. Ağır toplu taşımada, aşındırıcılarda (şeker, tuz vb.), Plastik imalatında ve diğer kırılgan uygulamalarda kullanımda alan bulurlar.
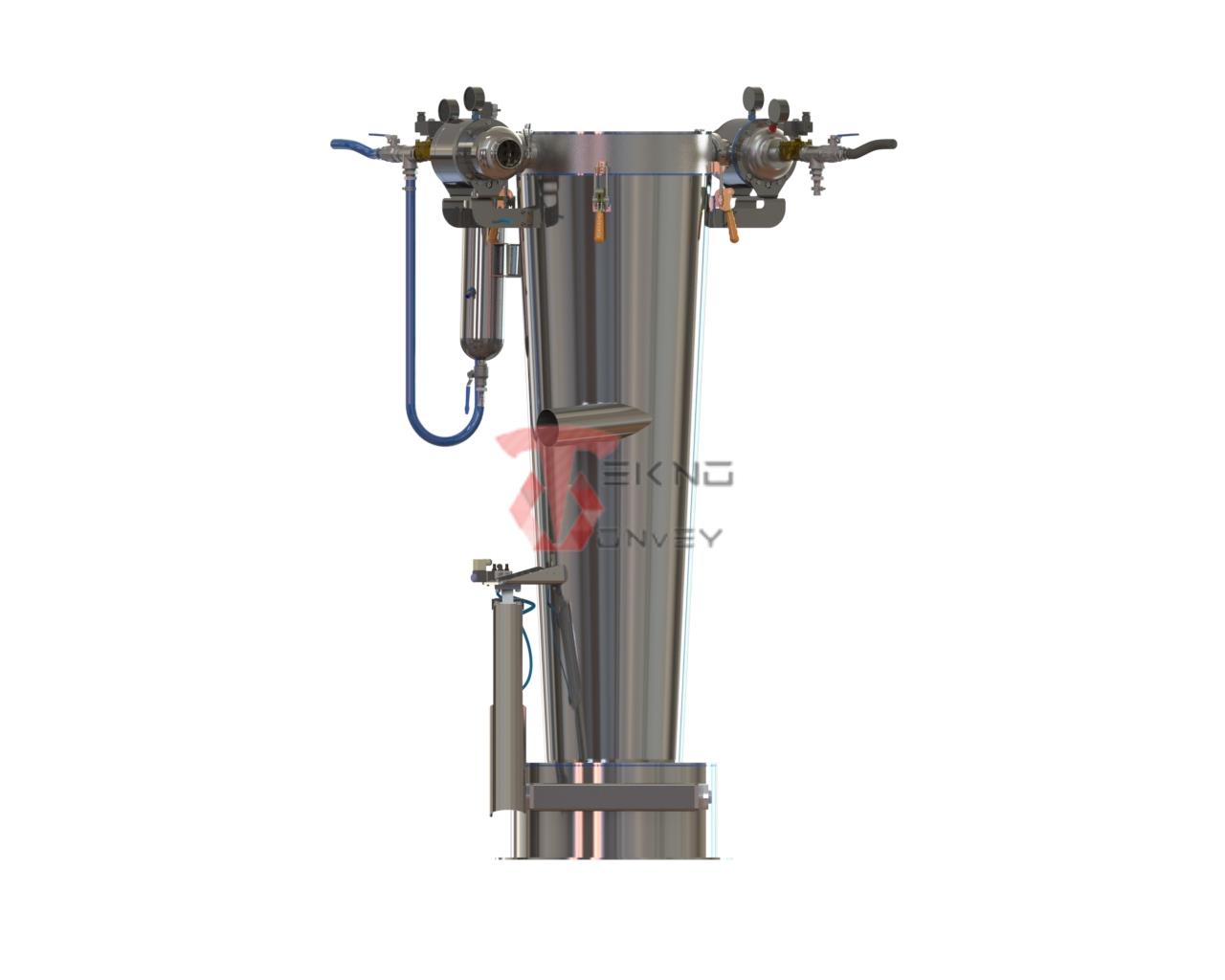
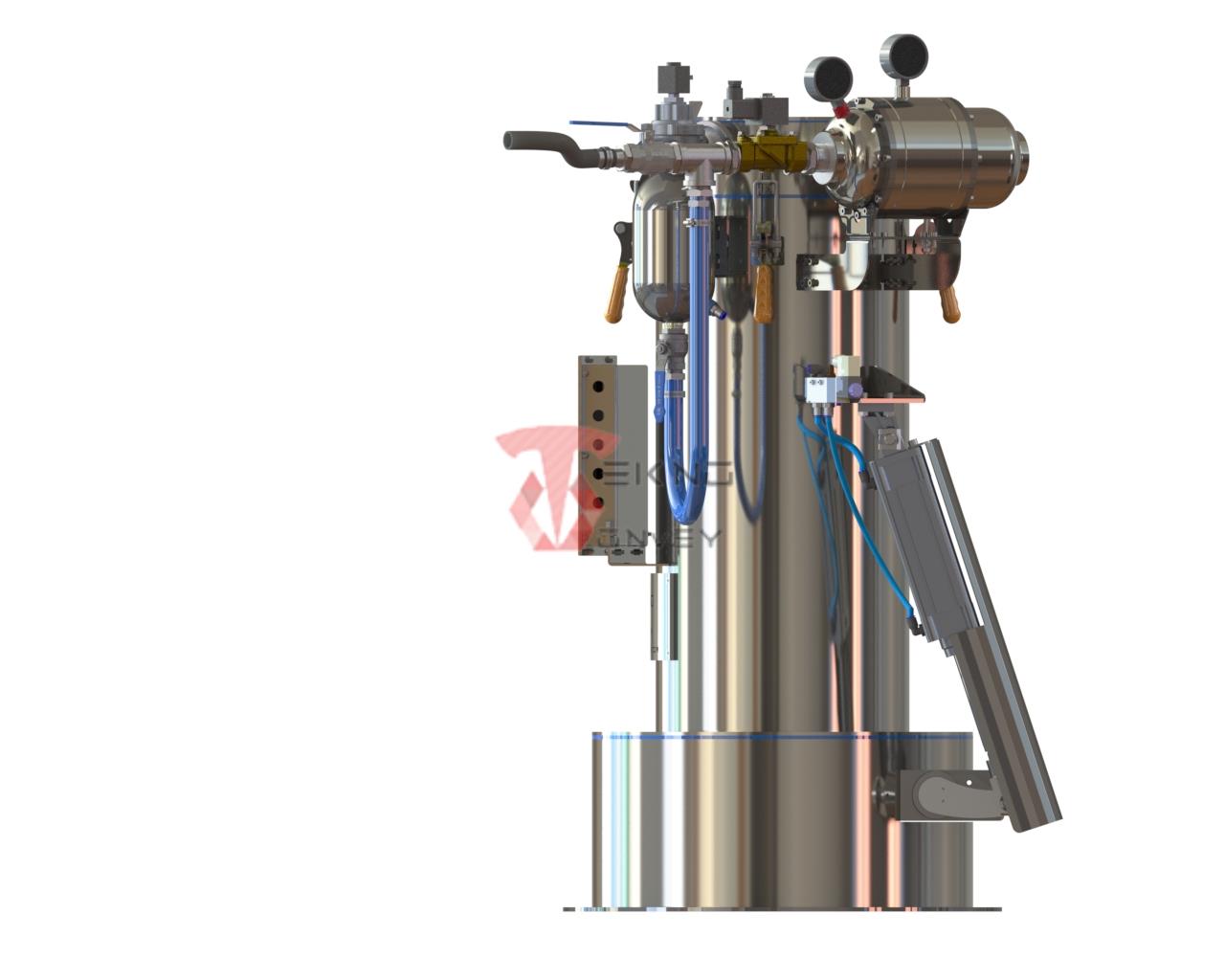
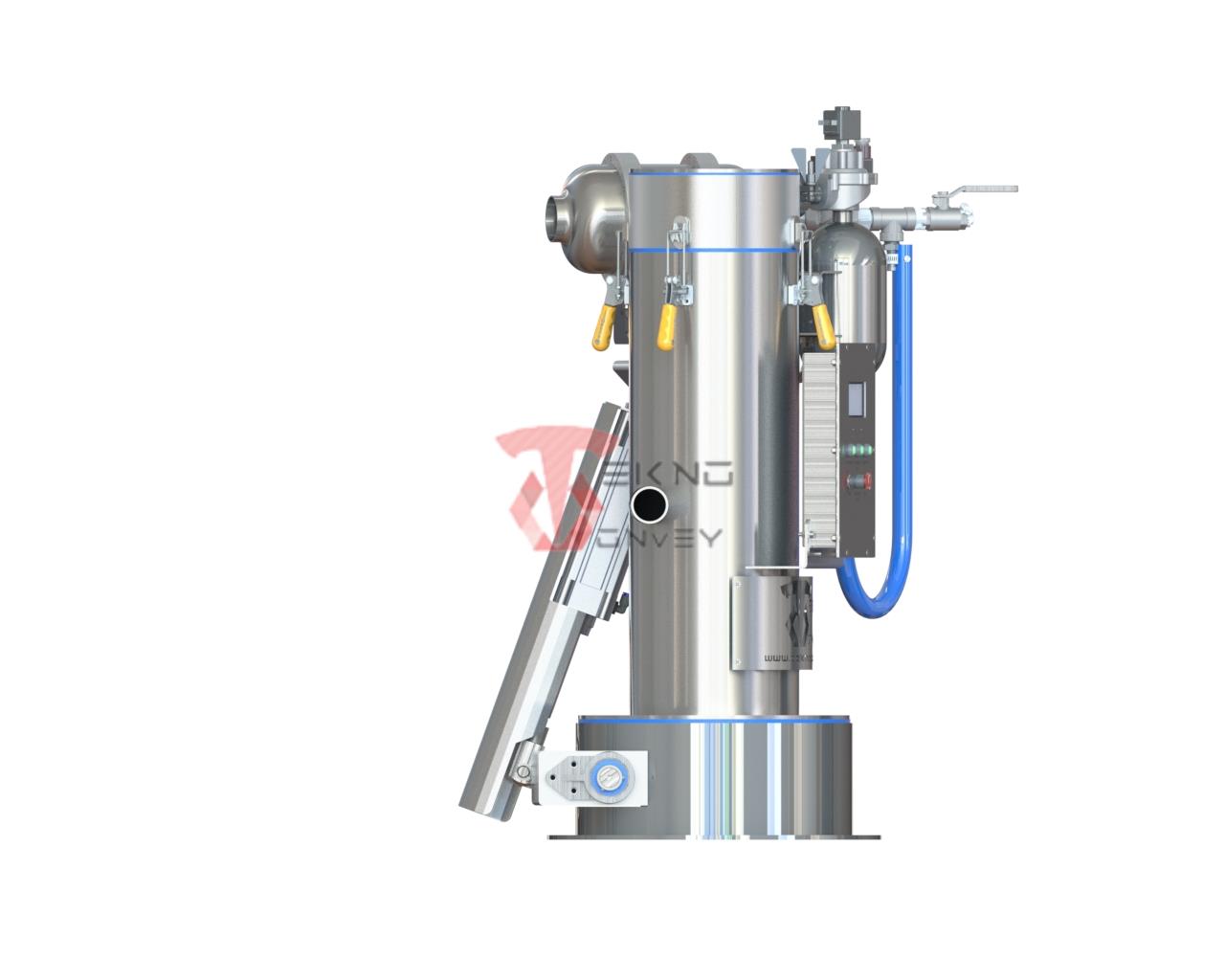
Sürekli vakumlu taşıma vakumlu konveyörler, hem malzeme alma hem de boşaltma noktasında sürekli aspirasyon ve malzeme akışı sağlar.
Vakumlu Konveyörün içinde bir TeknoConvey vakum pompası / filtre kombinasyonu, sürekli aspirasyon ve vakumlu taşıma için sürekli olarak çalışır. Tekli pompa / filtre kombinasyonları, diğerleri çalışırken filtre temizliği için sırayla kapatılır. Vakum akışı ve böylece malzeme aspirasyonu ve taşınması çalışır durumda tutulur.
Sürekli vakumla besleme malzeme ayırıcı, TeknoConvey tarafından tasarlanmış ve üretilmiş bir valf ile donatılmıştır. Taşınan malzeme, sürekli taşıma Vakumlu Konveyörün ustaca tasarımı ve hava akışı sayesinde neredeyse hiç gecikme olmaksızın taşınabilir, sonra ayrılabilir ve ayırıcıdan / konveyörden boşaltılabilir. Kalan malzeme miktarı sınırlıdır, yapışkan malzeme ile ayırıcı içindeki yüzeylerde birikebilecek malzemenin daha da azaltılması için bir pnömatik pistonlu vibratör kullanılabilir.
Sürekli besleme vakum Konveyör ve valf grubu dahil dahil tüm parçaları elle kolaylıkla sökülebilir. Ürün teması olan tüm parçalar hijyenik tasarıma sahiptir ve temizlenmesi kolaydır .
Spesifik durumsal örnekler:
Durum # 1: Birden fazla kaynaktan toplayarak miksere veya mikserin üzerindeki bir teraziye taşıma
Önerimiz: Vakumlu taşıma
Nedeni şu: Genellikle daha temiz, daha güvenli, daha verimli ve oldukça esnektir.
Durum # 2: Tek bir kaynaktan birden fazla hedefi (silolar) doldurmak: ya çuval / torba boşaltma istasyonu, bir kamyon ya da bir demiryolu vagonu
Önerimiz: Basınçlı taşıma
Nedeni şu: Her silonun üzerine ayrı bir vakum alıcısı koymak çok pahalı olacaktır ve hiçbir ölçekleme veya tartım söz konusu değildir ("A'dan B'ye" basit bir taşıma adımıdır).
Durum # 3: Birden fazla kaynaktan (silolar veya big bag çuvallar) toplayarak miksere ölçeklendirme
Önerimiz: Vakumlu taşıma
Nedeni şu: Ölçeklendirme söz konusu olduğunda genellikle daha temiz, daha güvenli, verimli ve oldukça esnektir.
Durum # 4: Karma tesis ve silolardan 600 metre uzaktaki bir değirmenden bir depoya malzeme taşıma
Önerimiz: Basınçlı taşıma
Nedeni şu: Vakumla taşımak çok pratiktir. Filtreler, borular ve diğer bileşenlerden oluşan bir sistemi, bu mesafede vakumlu taşıma için yeterince büyük olacak şekilde tasarlamak inanılmaz derecede pahalı olurdu. Ekipmanın boyutu ile sistemde hareket eden ürün miktarı arasında büyük bir tutarsızlık olacaktır ve bu, esasen vakumla aktarmanın daha az verimli olacağı benzersiz bir durumu işaretler.
Durum # 5: Dakikada 150 kg taşıma hızıyla 150-200 metre mesafeden taşıma
Önerimiz: Basınçlı taşıma
Nedeni şu: Bu senaryoda bir vakum sistemi yine de büyük ve pahalı olacaktır. Gerekli hava akışı nedeniyle filtrelerin büyük olması gerekir. Teraziye olan mesafeyi azaltmak veya bir adımda taşımak için bir ara alıcı huni veya "çöp kutusu" yerleştirmek gibi alternatif bir taşıma yaklaşımı aranabilir, ancak bu seçenekler mevcut olmadıkça, bir vakum sistemi maliyetli olur ve sonuç olarak verimli olmayacaktır vakum sistemi.
Durum # 6: Düşük ila orta hızda bir silodan 50 metre içinde bir miksere ölçeklendirme
Önerimiz: Vakumlu taşıma
Nedeni şu: Ölçeklendirme söz konusu olduğunda daha temiz, daha güvenli, daha verimli ve esnektir. Vakumlu taşıma için kabul edilebilir bir taşıma mesafesi aralığı vardır ve oran nispeten yüksek değildir.
Pnömatik taşıma sistemleri, malzemeleri hava veya başka bir gaz kullanarak bir boru içinden taşımak için tasarlanmıştır. Demiryolu vagonlarınızdan, silolarınızdan veya big bag boşaltma ekipmanınızdan pnömatik taşıma söz konusu olduğunda, basınçlı ve vakumlu taşıma sistemleri arasındaki seçim, tamamen durumsal olduğu kadar kritik olabilir. Nihayetinde bir mühendis, mevcut kaynaklarla neyin mümkün olduğunu ve hangi yöntemin taşınan malzemeye en uygun olduğunu düşünmek zorunda kalacaktır.
Farklı Pnömatik Taşıma Sistemlerini Keşfetmek
Güvenlik, verimlilik ve maliyet, bu iki malzeme taşıma yöntemi arasında karar verirken akılda tutulması gereken faktörlerden sadece bazılarını temsil eder. Her seçeneğin farklı tesis işlemlerine ilişkin belirli yararları ve dezavantajları vardır.
Vakumlu taşıma big bag boşaltma istasyonları
Her iki taşıma yönteminin faydalarını araştırarak, karşılaşabileceğiniz taşıma bilmecelerini çözmeye başlayalım. Ardından, vagonlar, silolar veya kendi çuval boşaltıcınız gibi ekipmanlarla taşıma sırasında karşılaşabileceğiniz belirli durum örneklerine göz atacağız:
Neden vakumlu taşıma sistemlerini seçmelisiniz?
Çoğu durumda vakumlu taşıma şu şekildedir:
- Temiz
- Daha güvenli
- Verimli
- Esnek
Bir basınçlı üfleyicideki dönen cihaz, bir basınç sisteminin giriş noktasının yakınına yerleştirildiği için, hava akımında tozların asılı olduğu taşıma hattına parlayan bir kor girebilir. Oksijen, bir ateşleme kaynağı (o kor gibi) ve yakıtın varlığı bu durumda bir patlamaya yol açabilir. Operatörlerin güvenliğinin tehlikeye girmesine ek olarak, bir şirketin itibarına verilen itibar zararını da yakında takip edebilir. Önleme aracı olarak bir kıvılcım önleyici gereklidir.
Vakum sistemleri ayrıca atmosfer basıncının altında çalıştıkları için daha tozsuz bir çalışma sağlar. Bu, dışa doğru sızıntı eğilimi olmadığı anlamına gelir. Bir toz tehlike analizi gerçekleştirerek sağlık bakanlığı standartlarına uymanın kritik önem taşıdığını unutmayın. Hangi vakumlu veya basınçlı taşıma sistemlerini kullanırsanız kullanın, malzemenizin patlayıcı özelliklerini de belirlemelisiniz.
Verimlilik, gelgiti vakumla taşımadan basınca çevirebilen ana faktördür, ancak genellikle yalnızca vakumlu taşıma daha ucuz olduğunda daha çok verimli hale gelir. Bu, esasen basınçlı taşımanın daha maliyetli bir çözüm haline gelebileceği zamandır.
Neden basınçlı taşıma sistemlerini seçmelisiniz?
Basınç aktarımı gerektirebilecek iki temel faktör şunlardır:
- Uzun mesafe
- Yüksek miktarlar
Mesafe, vakumlu taşıma için sınırlayıcı bir faktördür ve taşıma aralığı pratik sınırları aştığında, basınçlı taşıma için daha ekonomik hale gelir. Vakumlu taşımayı tercih etmenin aşırı pahalı hale geldiği durumlar vardır ve yeterince yüksek bir oranla, bu yöntemi seçmek için pek bir neden yoktur. (Örnek: Taşıma hızı gereksinimleri de yüksek olduğunda, uygun fiyatlı bir vakumlu taşıma sistemi için 120 metre tipik olarak menzil dışındadır.)
Vakumlu taşımanın birçok avantajı (güvenlik, temizlik ve birkaçını belirtmek için daha fazla esneklik) olsa da, esasen bir şeyi çekebileceğinizden daha ileri itebileceğiniz durumlar vardır. Basınçlı taşıma, bu aşırı durumlar için doğru seçeneği sunar.
Başka bir aşırı durum, kirlenmeye karşı yüksek bir direnç gereksinimini içerir. Vakumlu taşıma, sisteme negatif basınçla hava getirdiğinden, filtrelenmemiş hava veya bir sızıntı yoluyla bir taşıma hattına giren yabancı maddelerle ilgili herhangi bir riskten kesin olarak kaçınmanın tek yolu, sistemde pozitif basınç kullanmaktır. Bu gereksinim sıklıkla gerçekleşmez, ancak bazı tesisler için önemli bir endişe kaynağı olmaya devam etmektedir. (Örnek: bir uygulama, taşıma için inert bir gaz atmosferi gerektirdiğinde.)
Yine de basınç veya vakumlu taşıma, sisteminizde bir kaçak olması durumunda farklı sonuçlar verecektir.
Sistemdeki Sızıntılar
Herhangi bir küçük iğne deliği veya gevşek bağlantı, bir fabrikada istenmeyen koşullar yaratarak bir basınç sisteminden tozun çıkmasına izin verebilecek bir açıklıktır. Vakum sisteminde aynı delik bulunursa, hava basitçe sisteme çekilir. Vakum sistemindeki ürün, sistemin kendisinden kaçmayacaktır çünkü dışarıdaki basınç içeriden daha büyüktür.
Zehirli malzemeyle çalışmanız durumunda, bu gerçek, herhangi bir dışarı sızıntı riskini en aza indirmek için gerekli hale gelir. Süreçte toksik madde sızıntısı bir endişe kaynağı olduğunda, bir vakum sistemini seçmek kesinlikle gereklidir.
Hava sıcaklığı
Vakumlu taşımanın son bir büyük yararı, üfleyici çıkışları için ürünün sıkıştırma ısısına maruz kalmasını ortadan kaldırmasıdır.
Basınçlı taşıma ile ürününüz sıkıştırma ısısına maruz kalabilir. Bu, bir üfleyici ile taşınan bileşenlerin sıcaklığını korumak için bir ısı eşanjörü eklenmedikçe gerçekleşir.
Spesifik olarak, vakumlu taşıma kullanılırken, ortam havası veya koşullandırılmış hava sisteme kontrollü bir şekilde girer. Bir tesisin kapalı alanından gelen bu hava, taşınan ürüne ısı katmaz. Basınçlı taşıma ile, havayı küçük bir alana zorlayan ve serbest bırakan bir üfleyici kullanılır. Bunu yaparken hava ısınır ve ısıya duyarlı bazı bileşenlerde bozulma meydana gelme riski vardır.
Isı eşanjörleri, basınç sistemlerindeki sıcaklığa duyarlı ürünler için bu endişeyi giderir, ancak bir tesisin bakımı için ek bir ekipmanı oluştururlar. Ekstra maliyetler de vardır ve bir vakum sisteminde bu, bu ekipmanı gerektirmez.
Yine de, sıcaklığa duyarlı olmayan ürünler için, bir ısı eşanjörünün eklenmesi gereksiz olabilir - bu da yine vakum veya basınçlı taşı
Malzeme işlemede birden fazla makinenin farklı malzemelerle beslenmesi gerekiyorsa, normal olarak çok noktalı taşıma sistemlerinin kurulması mantıklı olacaktır.
Genel olarak, çok noktalı bir taşıma sistemi, malzeme kaynağı (depolama silosu, kurutucu veya torba boşaltma istasyonu), taşıma hatları, vakum hatları, malzeme yükleyiciler, bir merkezi üfleyici ve kontrollerden oluşur. Vakum konveyörleri, malzemenin taşınmasını başlatan malzeme taleplerini kontrollere bildirir.
Kavramsal olarak, çok noktalı taşıma sistemleri, malzemeye özel ve makineye özel sistemlere bölünmüştür. Her iki kavramın da kombinasyonları vardır.
Malzemeyle ilgili sistemlerin malzeme besleme hatları, bir malzemeye veya ilgili depolama bölmesine ayrılmıştır. Vakum konveyörler daha sonra bu hatlara kaplinlerle sabitlenir veya bağlanır. Bir avantaj, kirlenmenin ortadan kaldırılmasıyla sonuçlanan, hammadde yollarının özellikle farklı şekilde ayrılmasıdır. Ayrıca, ek makinelerin bağlanması da nispeten kolaydır. Bir dezavantaj, erişilebilirliğin azalmasıdır; malzeme değişiklikleri için, makine ile malzeme besleme hattı hattı arasındaki hortumun değiştirilmesi gerekir. Ek bir malzeme eklenirse, tüm üretim boyunca yeni bir hat kurulmalıdır. Malzemeye özel sistemler, temel olarak, birden fazla makinenin birkaç farklı malzeme ile tedarik edilmesi gerektiği ve makinelerde malzeme değişikliklerinin nadiren meydana geldiği üretim için uygundur.
Makineye özel taşıma sistemleri için, her işleme makinesine bir taşıma hattı atanır. Birçok malzeme, sık malzeme değişiklikleri ve çok sayıda makineyle üretim için en uygun olanlardır. Malzeme besleme hatlarının farklı malzeme kaynaklarına bağlanması, bağlantı istasyonları (örneğin yön değiştiriciler) aracılığıyla gerçekleşir. Burada gerekli malzeme kaynağına bağlantı manuel veya tamamen otomatik olarak gerçekleşir. Karışıklıkları önlemek için, kaplinlere kodlayıcılar takılır veya yazılım aracılığıyla bir kaynak hedef tahsisi ile güvence altına alınır. Alternatif olarak, kontroller tarafından izlenen kapatma valfleri, malzeme besleme hatlarına takılabilir. Esnek malzeme dağıtımına ek olarak, düşük boru tesisatı gereksinimi ve bağlantı istasyonunun merkezi düzenlemesi avantajlardır. Kuru hava taşıma ve hat temizleme (taşıma hattının) ile kombinasyon halinde, makineye özel sistemler özellikle kurutulmuş malzeme için çok uygundur.
Malzeme yükleyicide taşınırken tozdan arındırılır.
Yüksek kaliteli parçaların üretimi için, malzeme işlenmemiş malzeme olsa bile, taşıma işleminin sonunda malzemenin ince tozdan arındırılması gerekebilir.
Bu durumda, vakum yükleyiciye bir tozsuzlaştırma ataşmanının takılı olduğu, makinede sıralı bir tozsuzlaştırma ünitesi tavsiye edilir. Malzeme yükleyicide taşınırken tozdan arındırılır. Mallzeme tozsuzlaştırma modülüne girdiğinde, girişteki daha büyük kesit nedeniyle malzeme hızı azalır. Malzeme daha sonra delikli bir borudan düşer. Vakum havası bu borunun etrafında dolaşır ve malzemenin siklon benzeri bir hareketle dolaşmasına neden olur. Tozdan arındırılmış malzeme malzeme yükleyiciye düşerken, toz partikülleri vakum çıkışı üzerinden vakum pompasından önce merkezi filtreye iletilir.
Alternatif bir versiyon, filtresiz bir malzeme yükleyicidir. Burada toz içeren malzeme entegre bir reflektör ile yavaşlatılır. Yerçekimi nedeniyle malzeme çökeltici içine düşerken, toz hava akışı ile emilir ve ayrıca merkezi filtrede toplanır.
Merkezi filtre, vakum pompasını korur. Tüm filtrelerde olduğu gibi burada da düzenli temizlik önemlidir. Otomatik patlama tahliyesi yaygındır çünkü ne hava ne de toz çevreye salınmaz. Merkezi filtre, hava çıkışı üzerinden vakum pompasına bağlanır. Tozlu hava, malzeme besleme hatlarından ve malzeme yükleyicilerden hava girişi yoluyla emilir. Teğet olarak düzenlenmiş giriş, daha sonra toz toplama haznesine düşen bazı toz parçacıklarını ayıran bir siklon etkisi yaratır. Filtre kartuşu, merkezi filtreden ayrılmadan önce kalan tozu vakumlu havadan ayırır.
Filtre kartuşunu temizlemek için merkezi filtrenin malzeme giriş valfi kapanır. Bu, filtrede vakum oluşmasına neden olur. Ardından, ortamdan gelen havanın aniden girmesi ve filtreyi temizleyen bir patlamaya neden olması için bir baypas valfi açılır. Bu temizleme işlemi normalde her taşıma döngüsünden sonra gerçekleşir.
Merkezi filtreler genellikle basınç kontrolü ile donatılmıştır. Bu, hava girişi ve hava çıkışı arasındaki basınç farkını ölçer ve bu nedenle filtre kartuşunun durumunu izler.
Taban plakalı ve bağlantı borulu döner tablalı bir ayırma istasyonunun çalışma prensibi. Malzeme, malzeme besleme hattından bağlantı borusu ile beslenecek vakumla makineye taşınmaktadır.
Vakum oranlama valfleri, her biri işlenmemiş malzeme ve yeniden öğütme için bir malzeme girişine ve ayrıca malzeme yükleyici için bir çıkışa sahiptir. Tasarıma bağlı olarak, örneğin pnömatik klapeler veya pistonlar, alternatif olarak malzeme girişlerini açar veya kapatır. Girişlerin anahtarlama sıklığına göre, malzeme yükleyici katmanlar halinde doldurulur. İdeal olarak, bu katmanlar malzeme yükleyiciden dışarı akarken karışır.
Normalde yeniden öğütülmüş malzemenin işlenmemiş malzemeye oranı ve taşıma döngüsü başına parti sayısı kontroller aracılığıyla ayarlanabilir. Bununla birlikte, bunu yaparken, ayarların orantılı taşıma sürelerinde olduğu ve mutlak maddi kısımlarda olmadığı unutulmamalıdır.
Farklı malzemelerle birden fazla işleme makinesi için merkezi bir vakum malzeme besleme sistemi kurmak çok daha karmaşıktır. Bu durumda manuel ve otomatik malzeme dağıtım sistemleri arasında karar verilmelidir. Yatırım yapmaya ne kadar istekli olduğuna bağlı olarak, ya manuel olarak çalıştırılan bir bağlantı istasyonu ya da tam otomatik bir malzeme dağıtım sistemi düşünülmelidir.
Esnek vakum taşıma için uygun maliyetli seçenek, manuel bir bağlantı istasyonudur. Kurulum nispeten basittir: Sabit malzeme besleme hatları (kaynak), bir bağlantı tablası üzerindeki kaplinlerle genellikle aşağıdan bağlanır. Makinelere (varış noktasına) giden borulara diğer ucunda sabitlenen esnek malzeme besleme hatları yukarıdan asılır. Serbest uçta, gerektiği gibi bağlantı istasyonunda karşılık gelen parça ile birleştirilebilen bir bağlantı vardır.
En basit versiyon için, kaplinler kodlanmamıştır. Bu, kaynak-hedef tahsisinin izlenmediği anlamına gelir. Esnek boruların gerekli malzeme besleme hattı ile birleştirilmesi işletme personeli tarafından manuel olarak gerçekleştirilir. Ancak bu, karışık malzeme besleme hatları nedeniyle en büyük hatalı çalışma tehlikesini sağlar. Bu risk, izlenen bir bağlantı istasyonu kullanılarak ortadan kaldırılabilir. Bu durumda, kontroller makineye giden taşıma hattının doğru malzeme besleme hattına bağlı olup olmadığını kontrol eder ve ancak o zaman taşıma işleminin gerçekleşmesine izin verir.
Düşük yatırım maliyetlerine vakum bağlantı istasyonlarının ek bir avantajı esnekliktir. Gerekirse birden fazla vakum bağlantı istasyonu birbiriyle birleştirilebilir.
Vakum aktarımı prensibi, malzeme besleme hatları ve malzeme yükleyicilerden malzeme beslemesine kadar değişebilecek kadar büyük bir vakum oluşturan vakum pompasına dayanır.
Taşıma kontrollerine ve malzeme yükleyici modeline bağlı olarak, sözde zaman veya sensör taşıma mümkündür. Sensör aktarımı için, malzeme yükleyicide bir dolum seviyesi sensörü bulunmalıdır.
Her iki varyasyonun süreçleri karşılaştırılabilir: Malzeme yükleyicideki bir sensör, malzeme gereksinimlerini kontrollere bildirir. Bundan sonra vakum pompası çalışmaya başlar ve taşıma başlar.
Malzeme yükleyiciyi taşıyan sensör için, doldurma seviyesi sensörü makinenin dolu olduğunu gösterene kadar malzeme ile birlikte verilir. Ardından, malzemenin taşınmasını durduran bir sinyal gönderir. Zaman aktarımı için, sistem önceden belirlenmiş bir taşıma süresi boyunca malzeme yükleyiciye malzeme sağlar.
Hatların boşaltılması ayarlanmışsa, bu, taşıma işleminden sonra gerçekleşir. Burada malzeme besleme hatlarında kalan herhangi bir malzemenin malzeme yükleyiciye de taşınacağını unutmamak önemlidir. Bu, özellikle daha uzun taşıma mesafeleri için önemlidir. Bu nedenle, dolum seviyesi sensörünün süreleri ve konumu, taşınan toplam malzeme malzeme yükleyiciyi aşırı doldurmayacak şekilde ayarlanmalıdır.
Sensör aktarımı genellikle ek süre aktarımıyla birleştirilir. Burada, malzeme yükleyicinin maksimum doldurma seviyesi hem zamanlanır hem de bir sensör tarafından kontrol edilir. Malzeme seviyesi ayarlanan sürede dolum seviyesi sensörüne ulaşmazsa, bir hata mesajı görüntülenir. Bu izleme yönteminin bir yararı, aynı zamanda yeterli malzemenin aktarılıp aktarılmadığını da tanımasıdır.
Öte yandan, basit ve daha dolaylı yöntem - çıkış kanatlı malzeme yükleyiciler için - yalnızca malzemenin teslim edilip edilmediğini izler.
"Bir boru sistemi içinde boru"; iç boru malzeme besleme hattı olarak kullanılır, borular arasındaki hava dolu boşluk gürültü emisyonlarını azaltır ve önceden ısıtılmış, kurumuş malzemenin soğumasını önler.
"Bir boru sistemi içinde boru"; iç boru malzeme besleme hattı olarak kullanılır, borular arasındaki hava dolu boşluk gürültü emisyonlarını azaltır ve önceden ısıtılmış, kurumuş malzemenin soğumasını önler aynı zamanda.
Malzeme nakil sırasındaki gürültü seviyeleri birçok farklı kaynaktan kaynaklanır. Malzeme işleme ile ilgili olarak iki ana gürültü kaynağı vardır: vakum üreteci ve malzeme besleme hatları. Ses basıncı seviyeleri genellikle 80 dB (A) olarak ölçülür. Malzeme besleme hatlarından taşınan malzemelerin ürettiği yüksek frekanslar özellikle rahatsız edici.
Vakum jeneratörlerinin ürettiği gürültü seviyeleri esas olarak tasarımlarına ve performanslarına bağlıdır. Ürettikleri gürültüyü azaltmanın iki basit yöntemi vardır - pompaları bir gürültü koruma başlığı altında kapsüllemek veya üretim alanının dışında ayrı bir odaya kurmak. Bakım çalışmaları kolaylıkla yürütülebildiği için, pompaların ayrı montajı uygulamada tercih edilme eğilimindedir.
Malzeme nakliyesi için boruları kapsüllemek çok daha zordur. Algılanan gürültünün yarısına kadar, ses seviyelerinin 10 dB azaltılması gerekiyor ki bu, söylemesi yapmaktan daha kolay. Köpük muhafaza gibi hafif malzemeler ses yalıtımı olarak uygun değildir. Taş yünü gibi ağır malzemelerin nispeten dar boruların etrafına sarılması zordur (45, 50, 65 ve 76 mm çaplar standarttır). Ek olarak, özellikle aşınmaya yatkın olan dirseklerin yalıtılması risklidir, çünkü bu durumda sızıntılar kolayca görünmez.
Olası bir çözüm, çift cidarlı borulardır. İç boru, “bir boru sistemi içindeki boruda” malzeme besleme hattı olarak kullanılır. Boruların arasındaki hava dolu boşluk iki şekilde yalıtılmıştır: bir yandan gürültü emisyonlarını azaltır, diğer yandan yalıtım tabakası önceden ısıtılmış, kurumuş malzemenin soğumasını önler.
Bir "boru sistemi içindeki boruda" sızıntıları tanımlamak için, basınç sensörleri veya görsel sızıntı göstergeleri takılabilir. Bir sızıntı varsa, dönen bir gösterge çarkıyla gösterilen sızıntıdan boru "yanlış hava" alacaktır.
Metal ayırıcılar doğrudan işleme makinesinin çıkarıcısına takılabilir. Sağlam tasarımı, taşıma, dozajlama ve karıştırma birimleri gibi başka çevre birimlerinin kurulmasına izin verir. Kontrol ünitesi aracılığıyla, ayırıcı, incelenecek malzemenin (örn. Metal oksitli katkı maddeleri veya paslı katkı maddeleri) içsel iletkenliğine uyarlanabilir.
Eriyikteki en küçük metal parçacıkları bile maliyetli hasara neden olabilir. Nozullar ve sıcak yolluk sistemleri ile takımlar için aşırı bir tehlike vardır, bu da atık ve üretim kaybı anlamına gelir. Ek olarak, dozajlama sistemleri de tehlike altındadır ve arızaları da üretim kaybına neden olur. Büyük metal kirler vida besleyiciye veya silindire zarar verirse ve en kötü durumda onları harap ederse yüksek maliyetler söz konusu olabilir.
Çeşitli kontaminasyon kaynakları vardır: işleme veya üretim sistemlerinde hasar veya personelin ihmali, örneğin, belki de yanlışlıkla açık bakım kapağına bir vida düşüren personel. Sonuç olarak, yalnızca yeniden öğütülmüş veya geri dönüştürülmüş malzeme etkilenmez. Metal partiküller ayrıca bazen işlenmemiş materyalde, hatta bazı durumlarda ayrı granüllerinde bile bulunabilir. Bunlar hem manyetik hem de manyetik olmayan maddelerdir ve bu, algılama ve uzaklaştırma ve dolayısıyla uygun bir metal ayırıcının seçimi için önemlidir.
Pratikte bu, ürün akışından yalnızca ferromanyetik parçacıkları çıkarabildiği için, bir besleme gözü mıknatısının genellikle yeterli olmadığı anlamına gelir.
Alternatif olarak, eriyik filtreleri cam veya küçük taşlar gibi yabancı maddeleri de toplama avantajına sahiptir, ancak bu durumda safsızlıklar zaten eriyik içindedir. Bu nedenle ekstrüzyon sistemlerinde eriyik filtreleri sıklıkla kullanılmaktadır.
Ekstraktörün yukarı akışındaki en küçük metalik, manyetik ve manyetik olmayan safsızlıkları tespit etmek ve bunları malzeme akışından çıkarmak için, algılama bobinli metal ayırıcılar kullanılabilir. Arama başlığının açıklığından bir metal parçacık düşerse, bu manyetik alanı bozar ve bir sinyal tetiklenir. Bu da, yabancı cismi az miktarda iyi malzeme ile birlikte çok hızlı bir şekilde dışarı atan bir ayırma birimini - örneğin bir kanat veya sürgülü kapı - etkinleştirir. Bunu oluştururken, boru kesiti ve iş hacmi için uygun bir tasarım seçmek önemlidir. Aksi takdirde kirlilik tespit edilemeyebilir.
Metal ayırıcıların tasarımı, bireysel koşullara ve ardından kurulum durumuna bağlıdır. Örneğin, ayırıcının katışkıları sabit veya serbest düşen granül dökme malzemeden mi yoksa pnömatik olarak taşınan dökme malzemeden mi uzaklaştıracağına karar verilmelidir. Cihazlar, doğrudan işleme makinesinin malzeme girişinin üzerine veya makinenin boru hattına, kurutucuya veya gündüz tankına monte edilebilir. Optimum tarama hassasiyeti ve ayırma süresi ayarlandıktan sonra, ayırıcı malzeme akışını kesintiye uğratmadan tam otomatik olarak çalışır.
En geniş anlamda, bir vakum yükleyicinin çalışması bir elektrikli süpürgeyle karşılaştırılabilir - ancak önemli bir farkla: elektrikli süpürgede, toz torbası emilen parçacıkları toplarken, taşınacak malzeme içerideki hava akışından ayrılmalıdır. Vakum yükleyiciler ise büyük miktarların da kolaylıkla işlenebileceği şekilde tasarlanmıştır. Bu arada, malzemenin hava akışından ayrılmasını tanımlayan ve sıkça kullanılan "ayırıcı" teriminin kaynağı budur.
Malzemeyi hava akışından ayırmanın bir yolu, boru hattının çapını artırarak taşıma yolunun sonunda (vakum yükleyicide) hava hızını azaltmaktır. Burada, taşıma havasının hızının malzeme asılı hızının altına düşmesi önemlidir. Ancak o zaman malzeme besleme gözü yükleyicideki hava akışından düşer ve taşıma döngüsünün sonunda çıkarılmadan önce besleme gözü yükleyicinin çıkışının üzerinde birikir. Buna karşılık, askıda kalma hızı, diğer şeylerin yanı sıra, materiyal kütlesine, yoğunluğuna ve aerodinamik şekline (cw veya sürükleme katsayısı) bağlıdır. Örneğin, PS granüllerin askıda kalma hızı (3 mm, 1 kg / dm3, cw = 0.6) 7,4 m / s'dir.
Dikey hava hızından daha düşük asılı hızda taşınacak malzemedeki partiküller, vakum bağlantısı ile hava akışı ile bunker yükleyiciden uzaklaştırılır. Bireysel uygulamaya bağlı olarak, işlemeden önce toz içeriğini azaltmak için de gerekli olabilir. Üründe ince malzeme oranı kalacaksa, hazneli yükleyiciye temizleme mekanizmalı uygun filtreler takılmalıdır. Bununla birlikte, huni yükleyici aşırı doldurulduğunda granülün vakum hattına emilmesini önlemek için her zaman koruyucu bir süzgeç takılmalıdır.
Malzeme, vakum yükleyiciye teğetsel olarak girdiğinde bir siklon etkisi meydana gelir. Trompetin tasarımı, giriş alanındaki serbest kesit alanını azaltır ve bu da merkezkaç ivmesini artırır. Özellikle bu alanlarda malzeme ayrışması gerçekleşir.
Malzemeyi hava akışından ayırmanın başka bir yolu, bir siklon etkisi ve bu şekilde üretilen merkezkaç kuvvetleri kullanır. Bunun ön koşulu, besleme gözü yükleyicinin iç duvarındaki malzemeyi dairesel bir yola zorlayan teğetsel bir malzeme girişidir. Bu etki, hazne yükleyicinin kapağındaki trompet şeklindeki bir ek ile güçlendirilir. Trompetin hava girişi malzeme girişinin altında bulunur. Trompetin tasarımı, giriş alanındaki serbest kesit alanını azaltır ve bu da merkezkaç ivmesini artırır. Aynı zamanda trompet, granülü aşağı doğru spiral bir yörüngeye yönlendirir.
Bu konsept, özellikle yüksek oranda ince partikül içeren malzemeler için uygundur. Ek santrifüj kuvvetleri nedeniyle, asılı hızı yukarı doğru akan hava hızından daha düşük olan parçacıklar da çıkarılır. Belirli koşullar altında, iri dökme malzeme de bir filtre olmadan taşınabilir ve ayrılabilir.
Trompetin geniş açıklığı, çıkarma hızını olabildiğince düşük tutmaya yardımcı olur. Santrifüj etkisi ile ekstrakte edilemeyen ve askıda kalma hızı trompet giriş alanındaki hava hızından daha az olan partiküller vakum hattı ile ekstrakte edilir ve vakum üretecinin yukarı akışındaki merkezi filtrede boşaltılır. Bu nedenle, bu ilke bir filtre olmadan da kullanılabilir. Ayrıca koruyucu bir perde takmak da kesinlikle gerekli değildir. Örneğin bir elek olmadan, nakledilecek malzemeden kısa melek kılı çıkarılabilir.
Trompetin tasarımı, özellikle geniş açıklık ile dar boynun başlangıcı arasındaki mesafe için belirleyicidir. Bu aynı zamanda kritik doldurma seviyesi yüksekliğini de belirler: çok fazla malzeme güvenlik eleğinin engelleyebilir veya vakum hattına girebilir. Bu nedenle, vakum yükleyiciye bir dolum seviyesi sensörünün takılması önerilir.
Materyal boşaltma klapelerinin çeşitli konseptleri boşaltma vanalarının çeşitli konseptlerini tanımlar.
Malzeme naklinin bir görevi, malzemeyi işleme makinesindeki vakum yükleyiciye taşımaktır. Malzemenin vakum yükleyicinin malzeme tankından makinedeki malzeme haznesine veya dozajlama ünitesine taşınma şeklide aynı derecede önemlidir. Malzeme boşaltması burada önemli bir rol oynar. Çapı ve çıkış kanadının tasarımı büyük ölçüde taşınacak malzemenin akış özelliklerine ve tabii ki gerekli iş hacmine bağlıdır. Yüksek viskoziteli akışkanlığı zor olan tozlar durumunda, normalde serbest akışlı granüler malzemeler için olandan daha büyük bir çıkış çapı gereklidir.
En basit durumda, örneğin serbest akışlı granül için, bir karşı ağırlığa sahip bir döner çıkış kanadı yeterlidir, bu sayede çıkışa bir conta da takılabilir. Hazne vakum yükleyicide bir vakum oluşur oluşmaz, boşaltma kanadı kapanır ve bu nedenle vakum haznesi vakumlanabilir. İdeal durumda, kanat konumu (açık veya kapalı) dışarıdan görülebilir, bu da bir arızanın hızlı bir şekilde keşfedilmesine yardımcı olur. Karşı ağırlık, taşıma ve boşaltma işleminden sonra malzeme içinde tamamen açık kalan kanadın hareketlerini destekler. Malzeme doldurma seviyesi azalırsa, kanat hareketsiz konumuna geçer ve bir anahtar bir gereklilik mesajını tetikler.
Arkada kalan granül kalıntısı nedeniyle kanatta meydana gelen arızalar, entegre bir mekanizma ile giderilebilir. Durdurucu bir damper, kanadın aniden kapanmasını önler. Bu şekilde, geride kalan granül kalıntısı kanat tarafından sıkıştırılmadan önce ekstrakte edilebilir ve vakum doğru şekilde oluşturulur.
Özel uygulamalar için, örneğin viskoz tozların dozajlanması için, büyük, kontrollü bir döner besleyici, optimum malzeme boşaltımı sağlayabilir. Yıldız besleyici, açılırken ve kapandığında, tabiri caizse bir boşaltma elemanı olarak hareket eder, bu sayede aynı anda köprü oluşumunu engeller. Diferansiyel dozajlama kullanıldığında bile (ağırlık kaybı ilkesi), örneğin yeniden doldurma ünitesi yoksa, kontrollü, pnömatik veya motorlu bir kanat gerekli olabilir. Diferansiyel dozajlama durumunda, içeriği ve dozajlama cihazı dahil depolama haznesi ile komple dozaj istasyonu tartılır ve boşaltılan malzemeden kaynaklanan ağırlık kaybı sürekli ölçülür.
Dozajlama ünitesinin malzeme haznesindeki dolum seviyesi sensörü veya minimum ağırlığa ulaşıldığında kontrol tarafından tetiklenen bir gereksinim mesajı verilirse, hazne yükleyicideki boşaltma kanadı açılır ve daha fazla malzeme içeri akabilir. Dozajlama sistemi gravimetrik moddan hacimsel moda geçer. Daha sonra boşaltma kanadı kapanır ve gravimetrik moda devam edilir.
Kontrollü klapeler için başka bir uygulama, çok hafif malzemelerin taşınmasıdır. Bu, malzemenin düşük ağırlığı nedeniyle kanat tamamen açılmadığı için malzemenin boşaltılmasındaki gecikmeleri önler.
Bu yazıda farklı malzemelerin vakum konveyör hattına besleme türlerini tanımlıyoruz!
Taşınacak malzemenin bir malzeme besleme hattına beslenme şekli büyük ölçüde malzeme türüne ve taşıma prensibine bağlıdır. Belirleyici faktörlerden biri, örneğin, malzemenin serbest akışlı mı yoksa destek akışlı mı olduğu veya köprüleme oluşturma eğiliminde olup olmadığıdır. Basınç kullanan taşıma sistemleri de vakum kullanan sistemlerden farklı bir besleme yöntemi gerektirecektir. Doğru malzeme besleme seçimi ve ayarı, taşıma sistemlerinin operasyonel güvenilirliği için belirleyici bir faktördür. Yanlış ayarlar, iş hacminin azalmasına ve hatta taşımanın tamamen durmasına neden olabilir.
Vakum emme probları veya emiş sistemleri en yaygın olarak taşıma sistemlerinde kullanılır. Emme probları doğrudan malzemeye yerleştirilebilir ve örneğin oktabinlerde kullanılır. Emme probları genellikle iki borulu bir sistemden oluşur; burada bir boru havalandırma, diğeri de malzemenin fiili taşınması içindir. Bunun nedeni, malzeme besleme hattının optimum şekilde yüklenmesini sağlamak için yeterli havayı karıştırabilmektir.
Emiş adaptörlerini genellikle malzeme siloları, malzeme bunkerleri ve diğer emiş noktalarının altında kullanılır. Bunları en alt noktaya yerleştirmek, malzeme akışının optimal olduğunu garanti eder (kutuda yeterli malzeme olduğu varsayılarak). Emme kutuları ayrıca havayla karışacak bir cihaz gerektirir. Bir veya daha fazla emme noktası ile mevcutturlar.
Alternatif bir seçenek, bir taraftan taşıma işleminden sonra boşaltmayı mümkün kılan, diğer taraftan da "paket taşımaya" izin veren kontrollü bir emiş adaptürdür. Bu, özellikle son derece higroskopik malzeme, uzun taşıma mesafeleri ve küçük çıktılar için yararlıdır, çünkü taşınacak malzeme miktarı kolayca sınırlandırılabilir.
Serbest akışlı olmayan, topaklanan materyalin beslenmesi farklı bir çözüm gerektirir. Bu durumlarda, besleme hattına doğru miktarda malzeme "dozajlamak" için karıştırıcılı bir dozaj vidası kullanılabilir. Karıştırıcı, düzgün bir malzeme akışı sağlamak için malzemeyi gevşetir.
Basınçlı taşıma sistemleri için besleme prensibi benzerdir. Bununla birlikte, materyalin basınca "karşı" besleme hattına beslenmesi gerektiğinden genellikle dozaj vidası yerine döner yıldız besleyici kullanılır.
Son olarak, venturi prensibini kullanarak malzemeyi emen ve daha sonra onu basınçlı hava ile daha ileriye taşıyan venturi malzeme yükleyicilerin emme probları vardır.
Bu yazımızda aşınmayı ve aşınmayı önlemek için alınacak önlemleri açıklıyoruz vakumlu emicilerde!
Paslanmaz çelik, borosilikat cam veya özel olarak sertleştirilmiş paslanmaz çelikten yapılmış malzeme hatları ve kıvrımlar aşındırıcı malzeme için özel olarak tasarlanmıştır.
Malzemenin malzeme tedarikinden işleme makinelerine kadar boru hatlarında kat ettiği mesafeler hem malzeme hem de malzeme hatları için yorucu olabilir. Buradaki anahtar kelime "aşınma" dır.
Malzemenin aşınmasına neden olan şey genellikle mekanik ve termik gerilimin bir kombinasyonudur. Özellikle yüksek taşıma hızlarında, malzeme ile boruların iç duvarları arasında (özellikle borularda) yüksek miktarda sürtünmeye neden olan çok fazla temas olabilir. Sonuç olarak granüller kırılabilir, aşınmadan dolayı toz oluşabilir veya sürtünme ısısı nedeniyle yüzey plastikleşebilir. Plastikleştirme iplikçiklerin oluşmasına ("melek kılı") veya filmlerin ("yılan derisi") birikintilerden sıyrılmasına neden olabilir. Materyalin kaybolması gerçeğinin yanı sıra, bu kontaminasyonlar, materyal hattının tamamen tıkanmasına kadar taşıma ünitelerinde engellere neden olabilir.
Hat sistemleri ve malzeme yükleyiciler için, malzemenin mekanik gerilmesinden kaynaklanan aşınma ana odak noktasıdır. Bu, özellikle cam elyafı ile güçlendirilmiş plastikler gibi aşındırıcı malzemelerin taşınması gerektiğinde geçerlidir. En çok boru dirsekleri, malzeme giriş nozulları ve malzeme yükleyicilerin klapeleri ile örneğin bağlantı istasyonlarında malzeme ile temas eden diğer parçalar etkilenir. İstenmeyen etkiler, taşıma sistemindeki sızıntılar veya ciddi durumlarda malzeme aşınmasıyla oluşan toz nedeniyle son ürünün kirlenmesi olabilir.
Aşınmaya karşı koruma - veya daha iyi aşınmayı azaltma - ve dolayısıyla malzeme koruyucu taşıma için farklı önlemler mümkündür. Taşıma hızının önemli bir etkisi vardır. Sistem yerleşimini planlarken, istenen çıktı ve hassas taşıma arasındaki optimum dengeyi bulmak zaten düşünülmelidir. Taşıma mesafesi, malzemenin akış özellikleri, vakum üretecinin performansı ve malzeme besleme hatlarının çapı çok önemli unsurlardır. Malzeme tedarikini, mesafe ve malzeme açısından bağlı her bir malzeme yükleyicinin ayrı koşullarını otomatik olarak değerlendiren modern, akıllı bir taşıma sistemi ile donatmak faydalıdır.
Malzeme besleme hattı için aşınma koruması tasarım özelliklerinden biri en önemlisi malzeme seçimidir. Paslanmaz çelik borular daha pahalıdır, ancak alüminyumdan çok daha dayanıklıdır. Bilye ile dövülmüş iç yüzeylere sahip borular, özellikle aşındırıcı malzeme veya melek kılı oluşturma eğiliminde olan malzemeler için kullanılabilir. Boruların pürüzlü iç yüzeyi, malzemenin boruların iç yüzeyinden çok çalkantılı taşınmasına neden olur. Bu, malzeme ve boru arasındaki teması azaltır ve her ikisini de korur.
Özellikle etkilenen boru kıvrımları için olası farklı çözümler vardır. Yön değişiklikleri genellikle mümkün olduğunca geniş bir yarıçap içinde gerçekleşmelidir. Asimetrik kıvrımların da etkili olduğu kanıtlanmıştır. Aşındırıcı malzemeler ve / veya yüksek verim için borosilikat camdan yapılan kıvrımlar ideal bir çözüm olabilir. Özellikle zor durumlar için, örneğin aşınmaya karşı yüksek dirençli HVA Niro paslanmaz çelikten yapılmış özel boru dirsekleri mevcuttur.
Malzeme yükleyicilerin kritik alanları, malzeme giriş nozulleri ve giriş kanatlarıdır. Emaye veya cam kaplama gibi güçlendirilmiş versiyonlar da mevcuttur. Cam gövdeli malzeme yükleyiciler için, açılı bir malzeme girişi malzeme akışını aşınmaya çok daha dayanıklı cama yönlendirebilir.
Malzeme besleme hatlarının en önemli özelliklerini anlatıyoruz!
Eğri çeşitliliği - nazikçe kavisli cam kıvrımlar, granülü malzeme kaynağından kurutuculara ve oradan işleme makinelerine taşımak amacıyla paslanmaz çelik boruları soyut görünümlü teknik yapılar için birleştirir.
Malzeme kaynağından işleme makinesine kadar boru hatları ve hortumlar aracılığıyla - malzemenin işlenmesi sırasında malzemenin kat etmesi gereken mesafe, bireysel durumlar için çok büyük olabilir.
Yerel koşullara bağlı olarak, yüzlerce metrelik taşıma mesafelerinin köprülenmesi gerekir. Karmaşık bir kurulumda, makineleri beslemek için kilometrelerce malzeme ve vakum besleme hatları gerekli olabilir. Sert boru hatlarının malzeme yükleyicilerle bağlanması genellikle entegre çelik bobinlere sahip esnek, vakuma dayanıklı hortum hatları ile gerçekleşir. Plastik işlemede malzeme besleme hatları için standart çaplar kabaca 40 - 70 mm'dir.
Malzeme besleme hatları, maliyet ve ağırlık nedeniyle genellikle alüminyumdur, ancak sınırlı stabiliteleri sorunlu olabilir. Paslanmaz çelik boru hatları, özellikle aşındırıcı malzemenin işlenmesi gerekiyorsa daha etkilidir. Özel durumlarda, örn. temiz odalarda, borosilikat camdan yapılan borular da düşünülebilir. Aşırı aşınmaya maruz kalan boru dirsekleri genellikle paslanmaz çelikten veya özel camdan yapılır. Bir yön değişikliği sırasında granülün etki alanını en aza indirmek için, kıvrımlar büyük yarıçaplarla hafifçe kıvrılır.
Taşıma malzemesi ve boru hatlarının aşınması ve yıpranması genel olarak önemlidir. Özellikle granüller için yaygın olan seyrek faz taşıma için, esas olarak yüksek hızlardan dolayı ürün aşınması meydana gelebilir. Borunun iç yüzeyinin yüzey özellikleri burada önemli bir rol oynar. Pürüzsüz yüzeyler, tıkanma riskine yol açabilen filmlerin ve ince telli yapıları (kısmen plastikleştirilmiş aşınma kalıntılarından iplik benzeri safsızlıklar) oluşumuna katkıda bulunabilir. Öte yandan pürüzlü yüzeyler, ince aşınmaya neden olabilir (toz). Bu bağlamda malzeme kaybı ve işleme sırasındaki olası sorunlar küçümsenmemelidir. Tanımlanmış bir yüzey yapısına sahip boru hatları bir çözüm olabilir. Borunun uygun iç yüzeyi ile taşıma hızı arasında en uygun uzlaşmayı bulmak, bireysel duruma bağlıdır ve çok fazla deneyim gerektirir. Ayrıca, malzeme tıkanmalarını önlemek için her taşıma döngüsünden sonra dikey malzeme besleme hatlarını temizlemek de mantıklıdır. Her zaman özellikle gerekli olmamakla birlikte, malzeme besleme hatları da statik elektrikten korunmaları için topraklanmalıdır.
Birçok işlemci, malzeme nakliyesi sırasında gürültüyü azaltmak için boru hatlarını piyasada bulunan köpük boru izolasyonuyla sarar. Köpük ayrıca önceden kurutulmuş ve ısıtılmış malzeme için faydalı olan ısı yalıtımı da sağlar. Olumsuz yanı, aşınmanın neden olduğu hasarın çok geç tespit edilmesidir. Daha zarif bir çözüm, yalıtımlı bir pencere gibi gürültü seviyelerini önemli ölçüde azaltan ve ısı kaybını durduran çift cidarlı boru sistemleri olacaktır. Entegre akış göstergeleriyle birlikte, kaçakları tanımlamaya ve tespit etmeye yardımcı olabilirler.
Malzemenin nasıl nazikçe taşınabileceğini açıklıyoruz;
Daha önce bazı farklı aşınma biçimlerini ve yıpranma belirtilerini tanımladık, ayrıca aşınma ve aşınmayı azaltmak için bazı olası önlemleri listeledik. Hızlı bir hatırlatma: Malzemenin, boru sistemlerinin ve malzeme yükleyicilerin aşınma ve yıpranmasının nedeni genellikle mekanik ve termal stresin bir kombinasyonudur. Taşıma hızı da önemli bir rol oynar.
Bu nedenle, hassas malzeme taşıma ile istenen çıktı performansı arasındaki olası en iyi uzlaşma, taşıma sistemleri tasarlanırken bulunmalıdır. Buradaki önemli faktörler ayrıca taşıma mesafesi, malzemenin akış özellikleri, vakum üretecinin performansı ve malzeme besleme hattının çapıdır. Yaklaşık nominal çaplar. Plastik işlemede 35-70 mm olağandır.
İşletmeler her zaman üretkenliği optimize etmeye ve artırmaya çalışır. Bu, ihtiyaç duyulan daha yüksek verim (genellikle daha büyük makinelerin kullanımıyla birlikte) ve muhtemelen daha uzun taşıma mesafeleri nedeniyle taşıma sistemlerinde artan taleplerle sonuçlanır. Bu, örneğin, performansının maksimum gereksinimleri karşılaması gerektiğinden, uygun bir vakum üretecinin seçimini etkiler. Daha büyük çaplı malzeme besleme hatlarına ihtiyaç duyulabilir.
Yukarıdakiler ışığında, malzeme beslemesinin, taşıma mesafesi, taşınacak malzeme ve boru çapı gibi bağlı malzeme yükleyicinin bireysel koşullarını otomatik olarak hesaba katacak modern bir taşıma kontrolüyle donatılması mantıklıdır. Bunun ön koşulu, ayarlanabilir üretim performansına ve buna uygun olarak akıllı bir kontrole sahip bir vakum üretecidir.
Vakum konveyör pompası performansı, malzeme türü, üretim performansı, boru çapı ve malzeme kaynağından varış noktasına taşıma mesafesi verileriyle her malzeme yükleyici için yapılandırılabilir. Sonuç olarak kontrol, her bir malzeme yükleyici için optimum taşıma hızı için gerekli hava akışını ayrı ayrı oluşturabilir.
Kontrol kurulduktan sonra, malzeme beslemesi tamamen otomatik olarak çalışır. Bununla birlikte, yine de manuel hassas ayar olasılığı vardır.
Bunun gibi kontrollerin birçok faydası vardır: kaydedilen ayarlar her an geri çağrılabilir, bu da işlem hatalarını azaltır. Sistem sürekli olarak tam yükte çalışmadığından, düşük hız, malzemenin, boruların ve malzeme yükleyicilerin aşınmasını ve yıpranmasını önler. Planlama sırasında, taşıma sisteminin güç rezervleri hesaplanabilir, bu da sistemi genişletirken planlama güvenliğini artırır. Farklı boru çaplarına sahip hat sistemleri daha ucuzdur ve çapların fazla veya küçük boyutlandırılması önlenir. Ve son olarak, üfleyici performansı düştüğünde daha az enerji kullanır.
Vakumlu malzeme yükleyicilerin nasıl çalıştığını açıklıyoruz;
İki ana taşıma sistemi, plastik endüstrisi içinde pnömatik taşıma için basınçlı ve vakumlu taşıma sistemidir. Venturi tipi malzeme yükleyicilerde olduğu gibi her iki sistemin bir kombinasyonu da mümkündür.
Basınçlı taşıma, malzemenin malzeme tedarikinden varış noktasına basınçlı hava yoluyla taşındığı sistemleri ifade eder. Bunu yaparken, malzeme basınçlı malzeme besleme hattına yönlendirilmelidir. Bu, malzemenin özel bir şekilde beslenmesini gerektirir. Bu genellikle döner yıldız besleyiciler ve basınçlı kaplar kullanılarak gerçekleştirilir. Basınçlı taşıma sistemleri genellikle çok büyük kapasiteler, zor malzemeler ve uzun mesafeler için kullanılır.
Vakumlu taşıma (aynı zamanda emmeli taşıma olarak da adlandırılır) plastik endüstrisinde kullanılan en yaygın taşıma prensibidir. Bir vakum pompası, merkezi veya lokal bir vakum üretir. Bu, malzemenin emme borusu tarafından emilmesi ve malzeme yükleyiciye taşınması ile sonuçlanır. Vakum havası malzemeden ayrılır Vakum havası bir filtre aracılığıyla vakum pompasına ulaşır ve ortama geri verilir. Vakumlu taşıma, hem tekli üniteler hem de karmaşık taşıma sistemleri için kullanılır. Vakumlu taşıma sisteminin esnekliği sayesinde çok sayıda işleme makinesi ve farklı malzeme içeren sistemler etkin bir şekilde beslenebilir.
Venturi prensibine göre çalışan malzeme yükleyiciler özel bir statüye sahiptir. Basınçlı hava ve bir venturi valf (İtalyan fizikçi Giovanni Battista Venturi'nin adını vermiştir) yardımıyla bir vakum oluşturulur. Bu, malzemenin venturi valfine emilmesi ve basınçlı hava ile hedefine taşınması ile sonuçlanır. Teknik olarak, bu nedenle, bir venturi malzeme yükleyici, emme basıncı prensibine göre çalışır. Venturi malzeme yükleyicileri esas olarak küçük ila orta ölçekli iş hacimleri için kullanılır ve özellikle kompakt yapıları nedeniyle alan sınırlı olduğunda kullanılabilir.
Pnömatik taşıma ilkesi, dökme malların boru hatlarından hava yoluyla taşınabilmesi gerçeğine dayanmaktadır. Akan taşıma havası, dökme malzeme üzerine bir itme kuvveti iletir ve böylece onu taşıma hattı boyunca taşır. Pnömatik taşıma, her zaman boru hattının başlangıcı ve bitişi arasında bir basınç farkı gerektirir. Bu basınç farkının üstesinden gelmek için taşıyıcı vakum pompaları veya kompresörler kullanılır.
Uygulanacak basınç farkının yüksekliği sadece taşıma hattının uzunluğuna ve düzenine - izometrisine - değil, aynı zamanda taşıma hattındaki dökme malzemenin konsantrasyonuna - yüklemeye de bağlıdır. Pnömatik taşıma yöntemleri, seyrek fazda, vakum fazında ve yoğun fazda taşımada yüklemeleri açısından ayırt edilebilir.
Genel olarak, emişli ve basınçlı pnömatik taşıma sistemleri ile birleşik emme basınçlı taşıma sistemleri arasında ayrım yapılır.
Tarihsel olarak, ilk pnömatik konveyör sistemleri, denizaşırı gemilerden tahılın boşaltılmasıyla bağlantılı olarak oluşturuldu. Daha sonra, bu yeni sürekli gelişim teknolojisi diğer proses mühendisliği alanlarına yayıldı.
Bugünün özel uygulamaları şunlardır:
Çimento endüstrisinde yanıcı tozlar ve alternatif yakıtlarla brülör beslemesi için pnömatik taşıma kullanılmakatadır
FE ve demir dışı demir-metal eritme alanında besleme mızrağı enjeksiyonu ve pnömatik taşıma beslemesi
Geri dönüşüm sektöründe pnömatik taşıma
Enerji santrallerinde akışkan yataklara alternatif yakıt enjeksiyonu
Tozların, granüllerin, pulların ve diğer kuru dökme katı malzemelerin, tipik olarak bir vakum kaynağının veya üfleyiciden üretilen havayı kullanan kapalı taşıma hatları aracılığıyla aktarılması.
TeknoKonvey, çok çeşitli uygulamalar için aşağıdaki pnömatik taşıma sistemlerini sunar:
- Düşük basınçlı sürekli yoğun faz
- Vakum yoğun faz
- Basınç seyreltme aşaması
- Vakum seyreltme aşaması
- Vakum / basınçlı seyrek faz kombinasyonu
Pnömatik sistemleri kullanmanın birçok avantajı olsa da, yine de dikkate alınması gereken dezavantajlar vardır.
Pnömatik bir cihaz, sıcaklıktaki aşırı değişikliklere ve titreşime duyarlıdır.
Basınçlı hava elektrikten daha pahalıdır
Pnömatik bir sistemde sızıntı olmadığından emin olmak önemlidir çünkü kaçan basınçlı hava enerji kaybına neden olur.
Pnömatik sistemlerin yüksek ses çıkardığı bilinmektedir. Çözüm olarak, her boşaltma hattına bir susturucu takabilirsiniz.
Cihaz özel borular gerektirdiğinde kurulum maliyeti artar.
Pnömatik sistemler, akıllı elektroniklerle uyumlu hale getirilemez
Bu dezavantajlara rağmen modern makineler güvenilir olduğu için hala pnömatik kullanıyor. On yıllardır pnömatik sistemleri kullanan birçok tesis, şimdi bunu yapmayı tercih ediyor çünkü aletleri değiştirmek önemli bir masraftır ve başka bir sistemi kullanmanın faydaları henüz kanıtlanmamıştır.
Pnömatik bir alet kullanmanın birçok avantajı vardır, bu nedenle birçok uygulamada popülerliğini sürdürmektedir.
Bir pnömatik sistemin endüstriyel ekipmanda yaygın olarak kullanılmasının nedenlerinden biri, kendinden güvenli olmasıdır. Elektrikten güç veya enerji elde etmez; dolayısıyla, pnömatik bir sistem gazları tutuşturabilecek ve yangın veya patlamalara neden olabilecek kıvılcımlar üretmeyecektir. Madencilik ekipmanı, fabrika ekipmanı ve diğer benzer tehlikeli çalışma ortamları pnömatik sistemlerden faydalanır.
Atmosferik hava bol miktarda bulunur ve kolaylıkla elde edilebilir, bu da güç kaynağını sonsuz bir kaynak haline getirir.
Pnömatik bir sistem basınçlı havayı temizleyerek cihazı otomatik olarak temiz tutar ve sisteme zarar verebilecek veya sistemin çalışmasını engelleyebilecek kirleticilerden arındırılmış olur.
Pnömatik bir sistemin bakımı ve kullanımı kolaydır.
Pnömatik sistemler, radyasyona ve yüksek sıcaklığa maruz kalan çalışma ortamları için uygundur, bu da pnömatikleri doğada bulunan çoğu elemente karşı bağışık hale getirir.
Bir pnömatik sistem ayrıca başka tipte sıkıştırılmış gazları da kullanabilir. Bu, doğal gazın güç kaynağı olduğu uygulamalar için faydalıdır. Basınçlı doğal gaz, pnömatik aletler için alternatif bir güç kaynağı olarak kullanılabilir.
En önemlisi, pnömatik sistemler, iletim hızı ve verimli güç kaynağı nedeniyle pratiktir.
Temel pnömatik enstrümantasyon beş bileşenden oluşur. Bu bileşenler, basınçlı hava oluşturmak, depolamak, serbest bırakılmasını kontrol etmek ve hareket yaratmak için depodan taşımak için ayrı ayrı işlev görür.
- Kompresör
- Tank veya rezervuar
- Vanalar
- Tüplerin devresi
- Pnömatik motor veya aktüatör
Bir pnömatik sistemin çalışması için gereken tüm güç basınçlı havadan gelir. Tüm bu temel bileşenler, sistemi verimli ve güvenilir kılar.
Pnömatik bir sistem, çeşitli alet ve ekipmanlara güç sağlayan en yaygın kullanılan alet türlerinden biridir. Diş hekimi aletleri, otomatik kapılar, boya püskürtücülerden büyük fabrika makinelerine kadar, pnömatikler otomasyona pratik bir çözüm sunar. Pnömatik ilkesi basittir. Kuvvet ve enerji aktarmak için basınçlı hava kullanır. Hidrolik de benzer bir teknolojidir, ancak gücü ve kuvveti aktarmak için basınçlı hava yerine su veya sıvı kullanır.
Önceki tartışma, mekanik ve pnömatik konveyörlerin seçimini etkileyen en yaygın faktörleri özetlemiştir. Her bir malzemenin özellikleri ve belirli bir sürecin gereksinimleri, bir teknolojiyi diğerine açıkça dikte edebilirken, hem esnek vidalı hem de pnömatik konveyörler çoğu toplu taşıma uygulaması için uygundur. Borulu kablolu konveyörler için uygun malzeme yelpazesi esnek vidalı veya pnömatik konveyörlerden daha küçük olsa da, boru şeklindeki kablolu konveyörler verimli ve dayanıksızdır ve ultra hassas ürün işleme sunamayabilir.
Daha sonra karar, özellikle daha düşük kapasiteleri içeren daha kısa mesafelerde daha düşük sermaye ve işletme maliyetleri sunan esnek vidalı konveyörlerle ekonomiye iniyor. Pnömatik konveyörler, ilk maliyet ve güç tüketiminde daha düşük olmalarına rağmen, daha yüksek kapasitelerde ve / veya daha uzun mesafelerde taşınırken de daha fazla maliyet etkinliği sunar. İlk boru şeklindeki kablolu konveyör yatırımı, genellikle esnek bir vidalı konveyör ile pnömatik bir sistemin maliyetleri arasında bir yere bile giremeyecek kadar yüksektir.
Son analizde, bir uzman, tarafsız görüş ve tam ölçekli bir test, bireysel uygulamalar için uygun konveyör seçimini onaylamalıdır.
Taşıma seçenekleri karşılaştırılırken tesis yerleşimi, rota gereksinimleri ve alan hususları önemlidir. Taşıma yolunun düz olduğu veya hafifçe kıvrılabildiği yerlerde, esnek bir vidalı konveyör işi halledecektir. Yönde çok sayıda değişiklik olduğunda veya kısa bir alanda dönüş olduğunda, pnömatik veya boru şeklindeki bir kablo sistemi avantaja sahiptir, ancak konveyör güzergahını tasarlarken, kıvrımların sayısı en aza indirilmeli ve aralıkları iyi planlanmalıdır. Pnömatik konveyörler düz yatay veya dikey yönlendirmeye çok uygundur, ancak başka açılardan yönlendirilmemelidir çünkü yerçekimi ve sürtünme kombinasyonu sistemin performansını olumsuz etkileyebilir. Açılı veya eğimli taşıma istendiğinde vakum konveyör daha iyi bir seçimdir.
Zemin alanı ve tavan yüksekliği gibi fiziksel sınırlamalar da konveyör seçimini etkiler. Esnek vidalı konveyörler daha büyük bir bükülme yarıçapı gerektirir ve dar dönüşler yapamazken, pnömatik taşıma hatları ve boru şeklindeki kablo konveyörleri dik açılı kıvrımları kaldırabilir.
Pnömatik sistemlerin filtre alıcıları tavanın izin verdiğinden daha fazla tavan boşluğu gerektirebilir ve sarkacı mekanik bir konveyör lehine sallayabilir. Zemin seviyesinde, ne kadar dikey alan gerektiğini belirlerken çok çeşitli faktörler devreye girebilir. Örneğin, boru şeklindeki kablolu konveyörler ve pozitif basınçlı pnömatik konveyörler genellikle ölçülü bir malzeme beslemesi gerektirirken, esnek bir vidalı konveyör veya bir vakumlu pnömatik konveyör taşmalı olarak beslenebilir. Dolayısıyla, malzeme kaynağı, malzemeyi konveyöre ileten bir işlemse, gereken alan kabaca eşdeğer olabilir. Bununla birlikte, malzeme bir depolama teknesinden naklediliyorsa, boru şeklinde bir kablolu konveyör veya pozitif basınçlı pnömatik konveyör kullanılırken konveyör girişinin üzerinde bir çeşit ölçüm cihazı gerekli olabilir.
Bir uygulama birden fazla taşıma türü gerektirdiğinde, üç taşıma teknolojisinin tümü kullanılabilir ve bu da ödün verilmesini ortadan kaldırır.
Mesafelerin kısa olduğu yerlerde, mekanik veya pnömatik taşıma uygulanabilir olabilir, ancak mekanik üniteler daha pahalı olma eğilimindedir. Mesafe arttıkça, tek bir esnek vidalı konveyörün sınırlarına ulaşılır ve seri olarak birkaç konveyör gerektirebilir. Bir noktada, çoklu esnek vidalı konveyör transfer sistemi, benzer bir boru şeklindeki kablo veya pnömatik sistemden daha maliyetli hale gelir. Gemilerin veya mavnaların boşaltılmasında olduğu gibi, büyük hacimli malzemelerin nispeten kısa bir sürede taşınmasıyla ilişkili daha yüksek kapasiteler, büyük çaplı taşıma hatlarını kullanan pnömatik bir sistem için daha uygundur.
Ekipman hareketliliğinin bir gereklilik olduğu durumlarda, esnek vidalı konveyörler veya vakumlu konveyörler, tekerleğe monte çerçeveler üzerinde bağımsız modüler üniteler olarak tasarlanabilir. Bununla birlikte, aynı ekipman birden fazla türde dökme katı maddeyi taşımak için kullanılırsa, bir pnömatik konveyörün çeşitli ürünlerin taşınmasındaki çok yönlülüğü, bir mobil konveyör seçerken belirleyici faktör olabilir, çünkü esnek vidalı konveyörler, işlemek için farklı geometrilerde vidalar gerektirebilir farklı malzemeler.
Temizlenebilirlik, özellikle gıda işleme veya farmasötik uygulamalar gibi çapraz kontaminasyonun bir sorun olduğu durumlarda konveyör seçimini de yönlendirebilir. Esnek vidalı konveyörlerin temizlenmesi zor ve meşakatlidir çünkü parçacıkları yakalayabilen veya kontaminasyonu oluşturabilen iç contalar, yarıklar veya bağlantılar vardırr. Vida dönüşünü basitçe tersine çevirmek artık malzemeyi boşaltacak ve pürüzsüz iç yüzeylerin hava, su, buhar veya temizleme solüsyonu ile yıkanmasına izin vermeyecektirr. Geçişler arasındaki kesinti süresini en aza indirmek için ıslak veya kuru temizleme aksesuarları boru şeklindeki bir kablo konveyörünün kablosuna takılabilir. Sistem ayrıca hava, su, buhar veya temizleme solüsyonu ile yıkanabilir. Aksine, pnömatik bir taşıma sistemi, temizlenmesi ve bakımı çok kolaydır.
Malzeme kaynakları arasında proses ekipmanı, küçük konteynırlar (çantalar, variller veya kutular), big bag torbalar veya toplu taşıma araçları (kamyonlar, vagonlar ve gemiler / mavnalar) bulunur.
Malzemeler birden fazla kaynaktan sırayla veya aynı anda verildiğinde, pnömatik konveyörler, boru şeklindeki kablo drag konveyörlerden daha iyi bir seçimdir, çünkü her kaynak için ayrı esnek helezon konveyörler gerekli olabilir ve bu da maliyeti artırır.
Torbalar, variller veya kutulardaki malzemeler için, toplama çubuğuna sahip bir vakumlu taşıma sistemi, malzemeyi doğrudan kaptan çekebilir. Esnek bir vidalı konveyörün veya boru şeklindeki kablolu konveyörün kullanılması, kapların bir giriş adaptörü ile donatılmış bir huniye boşaltılmasını veya boşaltılmasını gerektirir. Her iki teknoloji de, torba uygun bir giriş adaptörü ile donatılmış bir alma hunisinin üzerine uygun şekilde asıldığında, dökme torbalardan boşaltılan ürünleri taşımak için uygundur.
Kamyonlardan, vagonlardan ve gemilerden daha büyük hacimli malzemelerin boşaltılması, bu daha büyük konteynerlerin konfigürasyonları nedeniyle en iyi pnömatik taşıma sistemi ile başarılır.
Bu, özellikle izin verilebilir bozulma derecesi için sabit, ölçülebilir kriterler yoksa, testin özellikle önemli hale geldiği yerdir. Testler, her teknolojide değişen akış hızlarında ve çalışma koşullarında ne kadar bozulma meydana geldiğini belirleyebilir. Pnömatik taşıma, kepek gevreği, dondurma parçacıkları, şişe kapakları, kapsüller ve tabletler gibi çeşitli ürünleri hasarsız taşımak için kullanılmıştır. Ancak belirli malzemelerle elde edilen deneyimler, pnömatik taşımanın, malzemenin doğal olarak nazikçe taşınması nedeniyle boru şeklindeki kablolu konveyöre gitme avantajı ile, mekanik bir konveyörden çok daha fazla, yığın yoğunluğunu önemli ölçüde değiştirmediğini göstermektedir. Bir test programı, yığın ürün ne olursa olsun, hedefine sağlam özelliklerle ulaşmasını sağlayacaktır.
Aşındırıcı malzemeler benzersiz bir durumdur ve aşındırıcıları kullanmaya alışkın personel, ekipmanın bakımını yapmayı ve bileşenleri değiştirmeyi bekler. Esnek vidalı taşıma ile iç vidanın periyodik olarak değiştirilmesi gerekebilir, ancak bu zorlu ve sıkıntılı bir süreçtir. Boru şeklindeki drag konveyörlerinin, tasarımları nedeniyle aşındırıcı malzemelerin taşınması nedeniyle bileşen hasarına ve arıza süresine maruz kalma olasılığı daha yüksektir. Taşıma hızları esnek bir vidadan daha düşük olsa da, birden fazla hareketli bileşenin varlığı, aşındırıcı aşınmanın üstesinden gelmeyi daha zor hale getirir. Vakum konveyör pnömatik sistemler, diğer parametreler bu taşıma yöntemini tercih ederse aşındırıcı malzemeleri de kullanabilir, ancak dirseklerin, döner valflerin ve diğer bileşenlerin periyodik olarak değiştirilmesini gerekmemektedir doğru tercihle. Bu, daha yüksek seviyede mekanik yeterliliğe sahip bir operatörün yanı sıra bakım için daha uzun duruşlar gerektirmeyecektir. Sistemin doğru tasarımı ve spesifikasyonu, örneğin darbe noktalarını en aza indiren düzenler ve aşınmaya dayanıklı dirseklerin kullanımı, pnömatik sistemlerin uygulanabilirliğini artırmaktadır.
Dikkate alınması gereken en önemli faktörlerden biri, yığın yoğunluğu, akış özellikleri, sıcaklık, nem içeriği, doğal tehlikeler ve izin verilebilir bozunma derecesi dahil olmak üzere taşınacak malzemenin özellikleridir. Hem pnömatik hem de mekanik konveyörler, ince tozlardan büyük parçacıklara kadar geniş bir ürün yelpazesini işleyecektir. Her iki tip de kırılgan veya kırılgan malzemelerin yanı sıra sıcaklığa duyarlı malzemeleri taşımak için tasarlanabilir.
Bireysel parametreler veya gereksinimlerin bir kombinasyonu, avantajı bir konveyöre veya diğerine kaydırabilir. Pnömatik taşıma sistemleri kuru, serbest akışlı ve yarı serbest akışlı dökme ürünler için en uygun olanıdır. Bir pnömatik konveyörün tıkanmasına ve genel amaçlı bir vidalı konveyörün bağlanmasına veya yakalanmasına neden olabilecek daha zor malzemeleri taşımak için özel olarak tasarlanmış vakuö konveyörler mevcuttur. Bu benzersiz tasarımlı konveyörler, çok çeşitli serbest akışlı olmayan ürünleri verimli bir şekilde işlemek için özel olarak tasarlanmış vakum pompalarına, dar toleranslara ve yüksek verimli vakum konveyör alıcılarına sahiptir. Örnekler arasında kahverengi şeker gibi nemli malzemeler, TiO2 ve diğer pigmentler gibi kek yapma, yapışma veya kümelenme eğilimi gösteren malzemeler ve yüksek yağ veya sıvı yağ içeriğine sahip kek karışımı gibi ürünler yer alır. Nispeten daha yavaş taşıma hattı hızları ile, vakum konveyörler, şekle duyarlı, kırılgan veya ufalanabilir malzemeleri minimum hasarla nazikçe hareket ettirme kabiliyetleri ile oldukça kabul görmektedir.
Sıcaklık ve nem içeriğini korumanın önemli olduğu durumlarda, büyük hacimlerde havaya maruz kalamadıkları için yoğun faz vakum konveyörler üstün özeliklere sahiptirler. Pnömatik konveyör havasını sıcaklık ve nem için koşullandırmak mümkündür, ekonomiyi olumlu etkiler ve sistemin kurulum ve çalıştırma maliyetlerini önemli ölçüde düşürür. Bu faktörler, esnek bir vidalı konveyörün veya boru şeklindeki bir kablolu konveyörün daha arzu edilemeyen bir seçim olmasına neden olabilir. Esnek vidalı konveyörler ve boru şeklindeki kablolu konveyörler, harmanlanmış malzemelerle uğraşırken daha kötü bir seçimdir, çünkü yoğun fazlı pnömatik konveyörlerin aksine, akış özellikleri veya yığın yoğunluğundaki farklılıklardan bağımsız olarak konveyörün tüm uzunluğu boyunca karışımların ayrılmasına neden olabilirler.
Son derece ince (mikron altı) tozlar en iyi şekilde yoğun faz vakum könveyör sistemi ile taşınır çünkü işlem tarafından oluşturulan toz miktarı minimumdur ve boşaltma noktasında çok az hava filtreleme gerektirir. İnce partiküller, bazı durmumlarda filtreleri pnömatik taşıma sisteminde temiz tutmayı zorlaştırabilir ve büyük ölçüde artırılmış filtrasyon ortamı alanı gerektirebilir. Ancak spiral helezon veya drag konveyörlerde İnce parçacıklar, diskin kenarı boyunca boşluklar ile boru şeklindeki bir kablolu konveyörde konveyör borusunun iç duvarı arasında yer değiştirme eğilimindedir, bu da sistem üzerinde ek sürtünmeye ve bileşen aşınmasının artmasına neden olabilir.
Tartım, patlama, , oksidasyonu veya ürün özelliklerindeki diğer değişiklikleri önlemek için inert gazla örtme gerektiren tehlikeli malzemelerle çalışırken pnömatik taşımaya doğru eğilir, ancak bunu mekanik bir konveyörü örtmek de mümkün olmamaktadır. Bir malzemenin tam olarak muhafazası gerektiğinde, sistemdeki herhangi bir çatlak malzeme tesis ortamına değil, genellikle konveyöre hava sızdıracağından, tercih edilen yöntem vakumlu pnömatik taşıma yöntemidir. Benzer şekilde, çok yüksek sıcaklıkta malzemede, pozitif basınçlı bir pnömatik konveyör avantaja sahiptir. Bir vakum sistemi göz ardı edilemez, ancak hava taşıyıcıyı ve filtre ortamını ısıdan korumak için önlemler alınmalıdır.
- Malzeme özellikleri
- Materyal kaynağı ve hedefi
- Taşıma parametreleri
- Bitki koşulları
- Ekonomi
Spiral konveyör, sarmal konveyör veya merkezsiz helezon konveyör olarak da bilinen esnek bir vidalı konveyör, bir elektrik motoru tarafından tahrik edilen esnek veya sert bir tüpte bulunan esnek bir vidadan oluşur. Konstrüksiyon malzemeleri uygulamaya göre belirlenir, vida karbon veya paslanmaz çelikten, dış boru ise plastik veya çeliktir. Verimli performans, yüksek güvenilirlik ve düşük sermaye ve işletme maliyetleri ile nispeten basit bir tasarım ve genellikle çok ekonomik bir seçim değildir. Düzgün bir şekilde tasarlandığında ve test edildiğinde, geniş bir uygulama yelpazesinde mükemmel performans sağlayacağı gibi yanlış düşünceler vardır. Ayrıca, paketlenmeye, kekleşmeye, bulaşmaya veya sıvılaşmaya meyilli, işlenmesi zor malzemelerin yanı sıra kırılmaya veya ufalanmaya eğilimli kırılgan veya kırılgan malzemeleri taşımak için özel olarak tasarlanmış sistemler de vardırki çoğu zaman büyük hayal kırıklıklarına yol açmakatadır bu.
Pnömatik vakum konveyörler genellikle her uygulama için özel olarak tasarlanmıştır ve çok çeşitli gereksinimleri karşılayacaktır. Bir gaz akışında asılı duran (çoğunlukla hava, ancak bazen inert gaz) dökme malzemeleri, ya malzeme giriş noktalarının akış yukarısına pozitif basınçlı bir üfleyici ya da malzeme boşaltma noktalarının akış aşağısındaki bir vakum pompası ile hareket ettirirler. Ürün, hattın sonundaki gaz akımından filtre alıcıları veya siklon ayırıcılar ile ayrılır veya doğrudan işlem tanklarına gönderilir. Mekanik konveyörlerden daha basit olabilen bu sistemler, proses veya üretim hatlarına entegre edilebilir ve aynı ekipmandaki çeşitli ürünleri kolayca idare edebilir. Pozitif basınçlı pnömatik taşıma, genellikle malzemeleri tek bir kaynaktan bir veya daha fazla varış noktasına, nispeten daha uzun mesafelerde ve benzer boyutlu taşıma hatlarına sahip vakum sistemlerinden daha büyük kapasiteyle taşımak için kullanılır. Vakum sistemleri, emiş adaptörleri kullanılarak açık konteynırlardan malzemelerin kolayca alınmasını sağlar, bu nedenle, malzemeleri depolama gemileri, proses ekipmanı ve vagonlar gibi birden çok kaynaktan tek veya birden çok noktaya taşımak için daha uygundur.
Sürgülü veya diskli konveyörler olarak da bilinen boru şeklindeki kablolu drag konveyörler çelik bir kabloya tutturulmuş düşük sürtünmeli polimer disklerden oluşur. Diskler ve kablo, devrenin bir ucundaki bir tekerlekle tahrik edilirken, ikinci bir tekerlek kablonun gerginliğini korur. Devrenin tamamı çelik boru ile çevrelenmiştir. Borulu kablolu konveyörler, diskler arasındaki boşluktaki bu boru sistemi içinden dökme katı malzemeleri nispeten düşük hızlarda yavaşça kaydırır. Gerçek anlamda "modüler" bir sistem gibi görünen boru şeklindeki kablolu drag konveyörler, birden çok giriş ve çıkışa sahip olabilir (bunlar eklenebilir veya taşınabilir). Konveyörün yolu yatay veya dikey veya neredeyse her açıda olamamaktadır. Dış çapları 4 inç (10 santimetre) kadar küçük olan boru şeklindeki kablolu konveyörler, duvarlardaki veya tavanlardaki küçük açıklıklardan geçebilir.
İlk kural şudur: Uzmanlara yani bize sorun. Taşıma bilimi, son birkaç on yılda önemli ölçüde ilerlemiş olsa da, en iyi genel sistemi seçme ve bireysel ihtiyaçları karşılayacak şekilde mühendislik yapma sanatı hala var. Nihai analiz, her konveyör teknolojisinin güçlü yönleri ve sınırlamaları ile ilgili oldukları için malzeme ve sürecin yakından anlaşılmasını gerektirir. Yalnızca bir tür ekipmanı satmakla çıkarı olmayan bir uzmana danışın. Gerçek bir uzman her parametreyi tartacak ve her uygulama için en iyi çözümü önerecektir.
İlk kuralın bir sonucu şudur: Satın almadan önce test edin. Test, belirtilen sistemin aslında, ürün özelliklerinde bozulma veya istenmeyen değişiklikler olmadan söz konusu malzemeyi gerekli mesafeye taşıyacağını garanti edecektir. Tam donanımlı, son teknoloji ürünü bir test tesisi, kolayca yeniden yapılandırılabilen tam boyutlu sistemlerin yanı sıra eksiksiz bir aksesuar ve çevresel ekipman yelpazesi içerecektir. Taşınacak gerçek malzemeye dayalı olarak objektif bir öneri üretmek için hem pnömatik hem de mekanik toplu taşıma ekipmanı içerecektir. İmalattan önce performansın doğrulanmasıyla, sistemin kurulması ve devreye alınmasında maliyetli yanlış kararlar ve gecikmeler önlenebilir.
Bir taşıma sistemi seçerken herkesin pratik kuralları vardır - toplu malzeme özelliklerine, gerekli akış hızlarına ve mesafelere, kaynaklara ve varış noktalarına, tesis konfigürasyonlarına ve diğer değişkenlere dayalı kurallardır bunlar. Ancak her tür sistemde deneyime sahip olanlar, bir taşıma teknolojisini seçmenin tek kuralının zor ve hızlı kuralların olmaması olduğunu anlayacaklardır.
Gerçek şu ki, çoğu malzeme birkaç yöntemden herhangi biri kullanılarak aktarılabilir. Hiç kimse kesin olarak söyleyemez, örneğin, pozitif basınçlı pnömatik taşımanın yüksek sıcaklıktaki malzemelerin taşınması için her zaman daha iyi bir seçim olduğu veya kırılgan veya ufalanabilir malzemelerin taşınması için tek seçeneğin boru şeklinde bir drag konveyörü olduğu söylenemez. Nihai seçim, belirli bir uygulama için her sistem türünün artılarını ve eksilerini tüm değişkenleriyle dengelemekten ibarettir. Bununla birlikte, aşağıdaki kılavuzlar, farklı tipteki dökme katı ürünlerin taşınması için en uygun yöntemi seçmede yardımcı olacaktır.
Verimli oldukları ve doğaları gereği toz geçirmez oldukları için, pnömatik taşıma sistemleri, ister toz, ister granül veya pelet haline getirilmiş olsun, büyük miktarlarda yığın malzemeyi taşımak için en pratik yöntemi sağlar.
Malzemeleri yatay ve / veya dikey borularda hareket ettirmek için bir hava akımı kullanan pnömatik taşıma sistemleri iki şekilde gelir: basınç pnömatik taşıma veya vakumlu pnömatik taşıma.
Basınçlı sistemler, malzemeyi borulardan geçirmek için sistem girişine basınçlı hava verir; vakum sistemleri, malzemeyi borulardan çekmek için çıkış ucunda bir vakum uygular. Basınç ve vakum sistemleri, yoğun (yüksek basınç / düşük hız) veya seyrek (düşük basınç / yüksek hız) faz çalışması için kullanılabilir.
Yoğun fazlı taşıma sistemleri, düşük hava-malzeme oranına sahiptir. Hızlar, parçacıkların borudaki süspansiyondan düştüğü kritik hız olan tıkanma seviyesinin altındadır. Bu nedenle yoğun faz sistemleri, hava cepleriyle ayrılmış ayrı kum tepeleri veya malzeme tıkaçları ile malzemeyi gruplar halinde borularda hareket ettirir. Hava ceplerini azaltmak için valf sistemleri ayarlanabilir.
Seyrek fazlı taşıma sistemleri, yüksek hava-malzeme oranına sahiptir. Bu tür bir sistemde, malzeme çoğunlukla akışkanlaştırılır veya hava akışında asılı kalır ve partikül boyutu ve yoğunluğuna bağlı olarak nispeten yüksek hızlarda hareket eder. Seyrek faz sistemleri genellikle malzemeyi sürekli olarak nakil eder. Malzeme, toplama noktasında sürekli olarak beslenir ve kesintisiz olarak alıcıya iletilir.
Basınçlı Pnömatik Taşıma Sistemleri
Bir basınç sisteminin temel bileşenleri, bir döner hava kilitli besleme valfi, bir yüksek basınçlı hava kompresörü sistemi veya güç kaynağı olarak işlev gören bir düşük basınçlı pozitif deplasmanlı fan veya blowerdır. Basınçlı bir kap, taşıma hattı ve alıcı sistemin dengesini oluşturur. Yüksek basınçlı sıkıştırılmış hava kullanan sistemler, 15 psig'nin üzerindeki basınçlarda, genellikle yaklaşık 45 psig'lik bir başlangıç basıncı ve atmosfer basıncına yakın bir bitiş basıncı ile çalışır. Düşük basınçlı yer değiştirmeli üfleyiciler veya fanlar, 15 psig'nin altında bir başlangıç basıncı ve atmosfer basıncına yakın bir son basınç sağlar.
İlk olarak, malzemeler döner hava kilidi aracılığıyla basınçlı kaba yüklenir. Basınçlı kap doldurulduktan sonra, giriş ve havalandırma valfleri kapanır ve sızdırmaz hale getirilir ve kademeli olarak basınçlı kaba yüksek basınçlı hava verilir. Yüksek basınçlı hava, malzemeyi, hava ve malzemenin bir filtre veya başka bir sistemle ayrıldığı alıcıya taşır. Valfler ve sensörler, hava basınçlarını ve hızlarını kontrol eder. Taşıma döngüsünün sonunda önceden belirlenmiş düşük basınç ayarına ulaşıldığında, hava beslemesi kapatılır ve kalan hava hacmi, basınçlı kabı ve taşıma hattını temizler.
Daha ağır malzemeleri daha uzun mesafelere taşırken genellikle basınçlı taşıma sistemleri tercih edilir. Bununla birlikte, basınçlı taşıma sistemleri, girişteki hava akımına malzeme sokmak için bir döner valf ve bir havalandırma sistemi aracılığıyla boşaltma ucundaki havayı çıkarmak için ekstra bileşenler gibi özel ekipman gerektirdiğinden oldukça maliyetli olabilir.
Vakum Taşıma Sistemleri
Bir vakum sisteminin temel bileşenleri, toplama başlığı, taşıma hattı, alıcı ve güç kaynağı olan vakum üretecidir. Vakum üreteci, malzemeyi taşıma hattından alıcıya çekmek için gerekli negatif basıncı oluşturur. Bir pnömatşk ejektör vakum pompassı veya bir basınçlı hava tahrikli edüktör (Venturi) birimi, yağlı vakum pompaları veya düşük basınçlı üfleyiciler kullanan bir tesis merkezi vakumu veya bir pozitif deplasmanlı vakum pompası dahil olmak üzere bir dizi cihaz vakum üreteci olarak işlev görebilir. Üretilen maksimum negatif basınç ve sistemin genel kapasitesi ile sistem verimliliği ve genel çalışma özellikleri, kullanılan vakum üreteci tipine göre belirlenir.
Vakum üreteci tarafından oluşturulan hava akışı, malzemeyi taşıma borusu boyunca ve alıcıya taşır. Burada yerçekimi, malzemenin alıcı haznesine düşmesine neden olur. Dahili filtreler, tozu gidermek ve vakum üretecini korumak için malzemeyi havadan ayırır. Malzemenin alıcıdan nihai varış yerine (örneğin, işlem tekneleri veya bir paketleme hattı) teslimi, bir boşaltma kapağı basit sürgülü valfler, pnömatik olarak çalıştırılan boşaltma vanaları veya hava kilidi döner dahil olmak üzere uygulama uygunluğuna bağlı bir dizi yöntem kullanılarak gerçekleştirilebilir.
Vakum sistemleri, bir basınç sisteminde paketlenme veya tıkanma eğilimi gösterebilen malzemeleri taşımak için genellikle tercih edilir. Alanın önemli olduğu durumlarda da iyi bir seçimdir; örneğin, bir besleme hunisi vagonunun altındaki sınırlı alana bir basınç sistemi döner valfinin takılması pratik olmayabilir. Bununla birlikte, malzemeleri uzun mesafelere taşımanız gerekiyorsa vakumlu konveyörler iyi bir seçenek değildir. Atmosferik basınçta (14,7 psig) veya daha düşük basınçlarda çalıştıkları için, vakumlu konveyörler maksimum 30 metre dikey mesafe ve maksimum 60 metre yatay mesafe ile sınırlıdır. Etkili yatay mesafe, dikey mesafeler ve boru dirsekleri ile de azaltılır.
İhtiyaçlarınıza En Uygun Sistem Hangisi?
Kararınızı vermeden önce bir veya daha fazla pnömatik taşıma uzmanına danışmak isteyeceksiniz. Ancak, aşağıdaki soruları yanıtlayarak tartışmanıza hazırlanmalısınız:
Ne tür malzemeler taşınıyor?
Malzeme veya boruların aşınması bir sorun mu?
Malzeme transfer sisteminin amacı nedir?
Sadece malzemeyi taşımak mı istiyorsunuz?
Mevcut sisteminizin kaldırabileceğinden daha fazla malzeme aktarmak istiyor musunuz?
Daha çok güvenilirlik ve verimlilikle mi yoksa naklin basitliğiyle mı ilgileniyorsunuz?
Bu soruları yanıtlamak için, taşınabilirlik, optimum hava-malzeme oranları, birikme eğilimleri, akışkanlık ve bozulma dahil olmak üzere bir dizi malzeme işleme özelliğini göz önünde bulundurmanız gerekir.
Özet
İster basınçlı ister vakum pnömatik taşıma sistemleri, verimli ve tozsuz taşıma sağlamak için mükemmel bir seçimdir. Daha ağır malzemeleri daha uzun mesafelere taşımak için basınç sistemleri tercih edilirken, paketleme eğilimi olan veya tesis içindeki fiziksel alanın sınırlı olduğu malzemeler için vakum sistemleri tercih edilen konveyördür. Sistem gereksinimlerindeki ve çeşitli malzeme yığın yoğunluklarındaki görünüşte sınırsız değişkenlikler nedeniyle, optimize edilmiş bir sistem tasarlamaya öncelikle bu unsurları kalifiye bir taşıma uzmanıyla tanımlayarak başlamalıdır. Tesis ortamının fiziksel ihtiyaçlarını, tesis havasının mevcudiyetini ve taşınan malzemelerin özelliklerini hesaba katmak, pnömatik sisteminizin mevcut ve gelecekteki ihtiyaçlarınız için en iyi, en verimli ve ekonomik seçim olmasını sağlayacaktır.
Toz, nemli veya yağlı dökme malzemeler - pnömatik sistemlerle taşınabilen malzemelerin çeşitliliği, günümüzde mevcut taşıma teknolojileri kadar çeşitlidir. Piyasada düzenli olarak enerji tüketiminde daha fazla azalma sağlayan yeni ve daha hassas süreçler ortaya çıkıyor. Hangi işlemin hangi malzemeye en uygun olduğunu bilmek her zaman kolay değildir. Bu yazımda , TeknoConvey’ deki pnömatik taşımadaki en son gelişmeleri özetlemektedir.
Prensip olarak, bir ürünün birkaç besleme noktasından bir teslimat noktasına taşınması gerektiğinde, vakumlu pnömatik taşıma sistemlerinin çok mantıklı olduğu söylenebilir. Aşırı basınç olmadığından, sisteme ürün girişi toz birikimi olmaksızın basit bir süreçtir. Her zaman sistemin sonunda bulunan vakum emiş sistemi, nakledilen ürünü boru hatlarından emmek için gereken kısmi vakumu üretir. Bu, taşıma havasının ısınmasını etkili bir şekilde önler.
Basınçlı pozitif taşıma sistemleri, ürünün uzun mesafelerde bir besleme noktasından birkaç teslimat noktasına taşınması gerekiyorsa en iyi şekilde kullanılır. Ürün hava basıncına karşı taşındığından, klapeler veya basınçlı kaplar çok önemlidir. Bununla birlikte, ürün teslimi çok daha basittir. Bu durumda, üfleyici her zaman sistemin başlangıcına monte edilir ve burada taşınan ürünü boru hatlarından üflemek için gereken basıncı üretir. Hassas dökme malzemeler taşınırsa, taşıma havasının kısmen soğutulması gerekebilecektir.
Emme ve basınçlı taşıma sistemlerinin bir kombinasyonu, ürünün birkaç besleme noktasından birkaç teslimat noktasına taşınması gerektiğinde idealdir.
Çok çeşitli dökme malzemeler ve üretim süreçleri, farklı taşıma türleri (özellikler) gerektirir. Temel olarak dört farklı tür vardır: seyrek fazlı taşıma, düşük hızlı taşıma, yarı yoğun fazlı taşıma ve yoğun fazlı taşıma ve çeşitli karışık konfigürasyonlar.
Basit besleme sistemleri
Basit besleme sistemleri, doldurma ve paketleme makineleri, enjeksiyon kalıplama makineleri, kurutucular, değirmenler ve diğer işleme ekipmanlarının yanı sıra konteynerler, tanklar ve silolar için klasik pnömatik taşıma yöntemidir. Dökme malzemeler, çuvallar, variller, konteynırlar, silolar vb. Gibi hemen hemen her türlü ambalajdan beslenebilir. Dökme malzeme besleme noktasından, kısmi bir vakum, ürünün bir taşıma borusu aracılığıyla bir alıcıya çekilmesine neden olur. Her taşıma aralığından sonra filtre, basınçlı hava darbeleri ile otomatik olarak temizlenir. Tüm sistemler bağlantıya hazırdır, en son elektronik kontrol sistemleriyle donatılmıştır ve besleme noktasında artık yeterli dökme malzeme bulunmadığında bir sinyal sağlayabilir.
Ürünün düşük ila orta oranlarda birkaç işleme makinesine taşınması gerekiyorsa, yalnızca bir ortak kısmi vakum üreteci ile merkezi besleme önerilir. Temiz hava tarafında tüm alıcılar bu vakum sistemine bağlıdır. Elektronik kontrol sistemi, ilgili taleplerini birer birer tarar ve uygun alıcıyı bir açılı valf vasıtasıyla emme moduna geçirir. Alıcıdaki "dolu" sinyalleme cihazı yanıt verir vermez, konveyör durur ve alıcı boşaltılır. Alıcıya yalnızca bir birincil filtre takılmışsa veya çok ince toz söz konusuysa, kısmi vakum üretecinin yukarı akışında ikincil bir filtre kullanılabilir.
Vakumlu pnömatik yoğun fazlı taşıma sistemleri
Vakumlu pnömatik yoğun fazlı taşıma, pnömatik taşımanın en hassas yöntemidir. Özellikle, işleme makinelerinin birbirine yapışma eğilimi gösteren nemli veya yağlı dökme malzemeler (örn. Süt tozu veya kakao), bitmiş karışımlar veya hassas tahıl yapıları (örn. Kozmetik karışımlar, pişirme karışımları veya hazır tozlar) ile toplu veya sürekli beslenmesi için uygundur aynı zamanda karbon siyahı veya aerosil gibi çok ince veya hafif ürünleri taşımak içinde kullanılır.
Ürün besleme noktasında (çuval, varil, konteynır veya silo), taşınan ürün, konveyör borusundan ve ürün tapalarının hava yastıklarıyla dönüşümlü olduğu alıcıya zamanlı hava darbeleri vasıtasıyla emilir. Alıcıda, taşınan ürün taşıma havası ile nazikçe ayrılır ve sonraki işlem makinesine boşaltılır. Filtre kendini otomatik olarak temizler. Makine haznesindeki ayrı bir seviye göstergesi, bir talep işaretçisi olarak işlev görür.
Şimdi yeni bir eğilim ortaya çıkıyor. Yoğun fazlı taşımaya ek olarak, kendi kendini optimize eden bir fonksiyon, ikincil havanın aktivatörler aracılığıyla talep üzerine pnömatik kısmi vakum sistemine zorlanmasını sağlar. Bu nedenle, aynı anda verimi artırırken taşıma hızını düşürmek mümkündür. Bu genellikle geleceğin teknolojisi olarak tahmin edilmektedir ve bu arada dökme malzemelerin uzun mesafelerde ve yüksek hızda nazikçe ve ekonomik bir şekilde taşınması gereken çeşitli sistemlerde kanıtlanmıştır.
Geleneksel basınçlı taşıma sistemleri
Un, irmik, şeker, tuz, PVC tozu veya peletler gibi herhangi bir toz veya granül dökme malzeme, taşınan ürünlerin tipik örnekleridir. Dökme malzeme bir döner besleyici vasıtasıyla beslenir (toplama tavasına sahip geçiş valfi veya üfleme valfi). Yeterli valf havalandırması sağlamak önemlidir. Taşıma için gereken basınç, bir üfleme istasyonu tarafından üretilir. Dökme malzeme sürekli olarak taşınır ve ilgili ayırıcılara, tanklara veya silolara boru hatları aracılığıyla dağıtılır. Ürün teslim noktalarında uygun şekilde boyutlandırılmış filtreler sağlanmalıdır.
Basınçlı yoğun fazlı taşıma
Tipik olarak bu konveyörlerle işlenen ürünler, çok fazla aşındırma meydana geleceği için hava kilitleri taşınamayan tüm granül veya toz halindeki dökme malzemeleri içerir. Çimento, tuz veya mineraller gibi oldukça aşındırıcı ürünlerde durum böyledir ve en çok çok yüksek taşıma hızlarında geçerlidir.
Basınçlı kap, örneğin bir kantar, tank, silo veya çuval besleme istasyonundan yukarıdan doldurulur. Basınçlı kap daha sonra basınç sızdırmaz şekilde kapatılır ve gerekli taşıma basıncı uygulanır. Bu basınç, kompresörle oluşturulabilir veya basınçlı hava ağından alınabilir. Basınçlı havanın ürüne dağıtımı ve baypas, elektronik, kendi kendini optimize eden bir kontrol ünitesi tarafından basınca göre kontrol edilir ve izlenir. Sadece boş bir durum bildirildiğinde yeni bir doldurma döngüsü başlatılabilir. Çoğu durumda, boşaltma ağırlığa göre izlenir.
Burada yoğun fazlı taşıma da gerçekleşir, yani özel bir taşıma havası besleme cihazı aracılığıyla her ürün tapası arasındaki taşıma borusuna bir hava yastığı zorlanır. Ürün, basınçlı taşıma sistemleri için tasarlanmış ve buna uygun büyük filtrelerle donatılmış ayırıcılara boru kapıları aracılığıyla dağıtılır.
Bir kez daha yeni bir eğilim ortaya çıkıyor. İkincil hava, çok düşük taşıma hızlarında ve çok uzun mesafelerde dökme malzemelerin özellikle nazik ve ekonomik bir şekilde taşınmasına izin vermek için, basınca bağlı bir kontrol prensibine göre hava boosterları vasıtasıyla taşıma borusuna verilir.
Pnömatik taşıma sistemlerinin geleceği
Pnömatik taşıma sistemleri için heyecan verici bir gelecek vardır. Düzenli olarak yeni ürün besleme teknolojileri, örneğin emiş ağızları, emme hunileri, döner valfler ve titreşimli dozajlama vidaları geliştirilmektedir. Aynısı ürünün toplandığı alıcılar için de geçerlidir. Bu arada, alıcılar sürekli çalışma için bir sarkaç kanatlı, konik valfli, kelebek valfli veya döner valfli olarak mevcuttur. Kısmi vakum oluşturmak için vakumlu pnömatik taşıma sistemlerinde halka üfleyiciler, vakum pompaları (özellikle pnmatik ejektörlü pompaları) ve döner pistonlu blowerlar kullanılır. Basınçlı konveyör sistemlerinde gerekli basınç, döner pistonlu üfleyiciler ve vidalı kompresörler tarafından oluşturulur. Yeni üretim teknolojileri, hava sızıntısını azaltmak amacıyla geçiş valflerinin, üfleme valflerinin ve yüksek basınçlı hava kilitlerinin giderek daha hassas bir şekilde üretilmesini sağlıyor. Modern basınçlı kap taşıma sistemlerindeki tanklar her zamankinden daha küçüktür çünkü akıllı kontrol teknolojileri yardımıyla doldurma ve boşaltma çok daha kolay tasarlanabilir. Ürün besleme tarafında, kelebek vanalı, döner hava kilitli alıcılar veya - doğrudan silo dolumu durumunda - ilgili boru tabanları ve toz filtreleri optimum çözüm olarak kalır. Yeni malzemeler aşındırıcı ürünlerin uzun süre güvenilir bir şekilde taşınmasına izin verirken, yenilikçi filtre malzemeleri filtre kapasitesinde herhangi bir azalma olmadan çok ince tozların sürekli pnömatik taşınmasına izin verir.
Tozların, granüllerin ve hatta bazı bulamaçların taşınması söz konusu olduğunda, Arşimet’ten kalma basit vidalar ile günümüzde sunulan yüksek verimli pnömatik sistemlere kadar çok çeşitli seçenekler mevcuttur. Sürekli sıkılaştıran sağlık ve güvenlik yönetmelikleri ile, tozsuz bir toz transferi çözümüne duyulan ihtiyacın önemli bir karar noktası haline geldiğine dair yeterli kanıt bulunmaktadır. Bu tür piyasa gereksinimlerini karşılamak için, Vakum Konveyörleri, kendilerine özgü "kapalı sistem" fonksiyonunu kullanan ve böylece tesis, makine ve siloların kolay ve güvenli bir şekilde ürün aktarmak için kendilerini en uygun sistem olarak tercih edilmiştir. Vakum iletiminde en basit ve en temel terim, sızıntının ortaya çıkması durumunda daima sızıntı içeri doğrudur! Bu belirgin avantaj, negatif basınç avantajının ve kontrolünün ek etkili kullanımlara sokulabileceği vakum aktarımı ile bağlantılı olanıdır. Anlamak önemlidir; Bununla birlikte, tüm vakum sistemlerinin eşit yaratılmadığı. Çeşitli vakum transfer sistemlerinin farklılıklarının yanı sıra bazı yaygın yanlış anlamaları tanımlamaktadır. Vakum ile Toz Taşıma Vakum üreten kaynağın seçimini ele alalım: Vakum üretiminin bazı örnekleri ve özellikleri:
Tip Özellikler
- Santrifüj Fan (Üfleyici): Büyük Hacimli Akış, Kısıtlı Vakum seviyesi, Yüksek Ses.
- Re jenerasyon Blower: Büyük Hacim Akışı, Kısıtlı Vakum seviyesi, Yüksek Gürültü
- Piston Tipi Pompa: Pompalama esnasında ısı üretir, Kısıtlı Vakum Düzeyi
- Vanalı Pompalar: Büyük Hacim, İyi Vakum, Pahalı,
- Roots Tipi Blower: Yüksek Hacim, Isı Oluşumu, Çok Gürültülü, Pahalı.
Yukarıdaki tüm üniteler pompanın hareketli parçalarına giren tozlara karşı savunmasızdır ve bu nedenle filtrasyon ve koruma kritik önem taşır. Tüm elektrikli motor tahrikli üniteler de sürekli çalışmaya devam ediyor, çünkü üç fazlı motorlar sık sık başlama ve durma yeteneklerinde sınırlıdır.
Buna karşılık Multiejektör Vakum Pompaları ve Konveyörleri, bu alternatif teknolojilere kıyasla avantajlara sahiptir; çünkü malzemeyi oldukça yüksek bir negatif basınç ile nakledebilirler ve bu da tipik elektrik motoruna her zaman mevcut olmayan taşıma seçeneklerini sağlar tabanlı sistemlerdir. Multiejektörler sadece mal taşırken enerji harcarlar ancak diğer vakum sağlayıcı elektrik motorlu bütün üniteler sistemin boşaltması esnasında da enerji sarf ederler. Aynı zamanda 3 faz motorlar belirli bir seviyede dur kalka müsaade ederler.
Sonuç olarak çok daha büyük bir uygulama alanı mevcut değildir, ancak bir kez satın alındığında, malzeme özelliklerinde yapılacak değişiklikler için taşıyıcı sistemi olumsuz şekilde etkileyebilecek daha büyük seçenekler mevcuttur. Modern ticaretin doğası, tek bir uygulama taşıma sistemi olarak başlayan şeyin son kullanıcı ürün serileri veya formülasyonları değiştikçe değişir.
Venturi Tabanlı Multiejektörün tipik pompa performansı Diğer avantajlar; Örneğin, temel emme taşıyıcıları zor veya zayıf akan dökme malzemeleri hareket ettirirken emme hattı tıkanıklığı yaşayabilir, ancak Multiejektör vakum pompamızla bu durumlar söz konusu değildir. -760 mbar'a kadar yüksek negatif basınç diferansiyeli, taşıma boru hattı boyunca aglomeraları ve tıpaları kolayca çözebilir. Ayrıca, geleneksel emiş konveyörlerinin düşük mevcut basınç farkı, yüksek hızlara bağlı olarak iletilecek olan materyal üzerinde kuvvetli mekanik gerilmelere ve / veya taşıma hattında aşınmasına neden olan Seyrek Faz Taşıma ‘ya izin verir. Tipik hızlar 1200-1600 metre / dakika arasında verilir. Bununla birlikte, bir boru hattı vasıtasıyla saatte 45-68 mil hızla ilerleyen ve bükülme yönünde bir değişiklik isteyen malzeme açısından düşünürsek, bozulma ve yıpranma konularını duraklatma ve düşünmeye daha eğilimli olabilir.
Ayrıca, yüksek hızlar parçacıkların boyuta göre ayrışmasına neden olur. Birçok müşterimiz, Multiejektör sistemlerinin Yoğun faz koşullarda düşük hızda etkili bir şekilde iletebileceğinin farkında değildir. Taşıma hızları çok daha düşük olan Yoğun faz Akış için gerekli yüksek vakum seviyesi mevcuttur ve böylece nazik ve ayırmadan serbest malzeme taşınmasını sağlanmaktadır.
Tüm vakum taşıma sistemlerinde katılar, üretim sürecine girmeden önce dökme malzeme alıcısına çekilir. Bu materyal aktarımı sırasında ortamın kirlenmesini ve olası patlamaları önlemek için toz geçirmez bir işlem en uygunudur. Gerçekte, vakumun fiziksel ilkesi çevre kirliliğini önlemenin ilk adımıdır. Bir pozitif basınç taşıyıcı sistemde sızıntının kaçınılmaz olarak toz emisyonlarına yol açacağı bir vakum sistemi sızıntının karşısında hava çeker. TeknoConvey, toner tozları (partikül boyutları 0.3 μm'ye kadar) gibi çok ince tozlar için bile filtreleme kabiliyeti sağlayan, toz geçirmez çalışma sağlamak için alıcılarında özel filtreler bulunduran çevreyi bir adım daha ileri götürür. Bu nedenle, karbon siyahının ve kurumunun bir imalatçısı, pozitif basınç sistemini vakum iletim sistemine değiştirerek tesis temizliğini önemli ölçüde arttırıyoruz. En iyi çalışma için, filtrasyon sistemleri büyük oranda bakım gerektirmez ve ürün değişiklikleri oluştuğunda temizlenmesi kolay olmalıdır. TeknoConvey, uygulamaya uyacak şekilde filtre seçenekleri sunar. Kimyasal veya lake uygulamalar için, aralıklı sevkiyat sayesinde etkili filtre temizliği sağlanır hava üfleme şokları aracılığıyla. Bu, filtrenin kademeli olarak bloke edilmesini önler. Gıda ve ilaç sanayi uygulamalarında, polimerlerden veya paslanmaz çelikten yapılmış katı filtreler de sunulmaktadır. Bu, yıpranmaya karşı dayanıklı çalışma sağlar ve gerektiğinde ılık su veya buharla ıslak temizlemeye izin vermektedir.
Taşıyan havanın filtrasyonu, vakum taşıma sırasında da kritik öneme sahiptir. TeknoConvey, malzemenin hızını alıcıda artan bir çap ile azaltarak elde eder. Gevşek tozun büyük kısmı süspansiyon dışına düşer ve deşarj valfinin üstündeki alıcının altına toplanır. İnce siklonların ilave toplanması, iç siklonlara sahip teğetsel emme modülleri ile gerçekleşir. Kalıntı ince toz alıcıda filtre ünitesinde, Multiejektör vakum pompasının hemen altında tutulur. Uygulamaya bağlı olarak, 2 yıl ya da daha fazla filtre ömrü nadir değildir. Standart filtre temizliği, olağanüstü yapışkan malzemeler için yeterli değilse, malzemeyi çıkarmak için filtre ünitesini ve dökme malzeme alıcısını titreşim yapmak mümkündür.
Farmakoloji yani ilaç sektöründe ürünlerin imalatı ve işlenmesi sırasında tüm üretim zinciri boyunca dökme katıların doğru kullanımı elzem bir önem taşır. Aktif farmasötik terkip maddeleri (API'ler) ile potent toz halindeki reaktörlerin ve karıştırma kaplarının yüklenmesinden, bitmiş tabletlerin veya kapsüllerin taşınması yoluyla kapalı transferin sağlanması için vakumlu konveyörler kullanılır.
Hammaddenin tartılması, granülasyon, kurutma, sıkıştırma, karıştırma, tabletleme ve tablet kaplama gibi tüm üretim aşamaları için sadece en gelişmiş teknoloji makineleri kullanılmaktadır. TeknoConvey pnömatik vakum konveyörleri, dökme katıların çeşitli üretim aşamaları boyunca beslenmesi, taşınması ve boşaltılması için seçilen konveyörlerdir.
Tamamen kapalı bir sistem olarak çalışan bu pnömatik besleme sistemleri, sadece A noktasından B noktasına toz taşımamakla kalmayıp, ürün kirliliğini de aktif bir şekilde ortadan kaldırır. Toz veya tablet transferi sırasında, toz emisyonlarını veya döküntüleri gidermek ve üretim alanını temiz tutmak için sistem içinde her zaman negatif basınç oluşur. Bükümlü konveyör gibi eski mekanik taşıma yöntemlerinin aksine, TeknoConvey vakumlu konveyörler sökme ve temizleme "aletsiz aletler" nedeniyle hızlı ve kolay ürün değişimlerine izin verir. Bu özellik özellikle İlaç sektörünün bir sözleşme üreticisi olarak karşısına çıkan birçok ürün değişikliği nedeniyle caziptir. Üretim konularına bir ürün transferi çözüm ararken, vakum iletiminin avantajları ilaç sektörü için açıktı; Bununla birlikte, İlaç sektörü, üretim tesisleri boyunca malzeme akışında iyileştirmeler sağlamakla birlikte, geniş uygulama yelpazesini karşılamak için modüler bir tasarıma ihtiyacını gidermektedir. Karar verme sürecinde tartılan diğer kritik faktörler mevcut vakum pompalarının türleri, alıcı kabın tasarımı ve filtrelerin ve gerekli valflerin mevcudiyeti ve değiştirile bilirliğidir. TeknoConvey vakum konveyörleri, emiş konveyörleri gibi eski teknolojilere kıyasla önemli avantajlar sundu ve operasyonlarının gerektirdiği diğer özelliklerinin fazlasına sahiptir.
Vakumlu taşımada, toz transferi için itici güç saf vakumdur. Bu nedenle, eldeki işleme uygun fonksiyon ve ebattaki bir pompa seçmek, yığın malzeme alıcısı konfigürasyonunun optimum seçimi olarak çalışan bir konveyör için de önemlidir. Vakum pompaları elektrikli veya hava tahrikli olabilir ve uygulamaya göre belirli modeller seçilmelidir. Bakım gerektirmeyen çalışma, küçük oranlar ve hafiflik gibi kriterlere, ayrıca kolay ayarlama ve kontrol de önemli hususlardır.
Vakum toz granül taşımada çok kademeli ejektör pompaları sıklıkla kullanılır. TeknoConvey Türkiye’de tek dünyada ise sayılı birkaç çok kademeli ejektörlü vakum pompası üreticisidir. Genel olarak, basınçlı hava en ekonomik enerji kaynağı olarak tanınmaz; bununla birlikte, Multijektör pompası etkili bir dönüşüm sağlayarak maliyete etkin bir performans sağlar. Multijektör pompası klasik tek kademeli vakum ejektörlerinden beş kat daha etkilidir ve döngüsel, kesintisiz çalışma imkanı sunduğundan, enerji kullanımı ile elektrikli pompalar arasında tasarım gereği daha üstündür.
Vakum performansının üstündeki hava akışı, geleneksel, sınırlı tek aşamalı bir ejektörden ziyade, aslında bir elektrikli pozitif blower ile karşılaştırılabilir. Çoklayıcı pompalar büyük hacimlerde emme havası akışını (örneğin, seyrek faz iletimi için) çalıştırarak çalışırlar ve ayrıca -910 mbar'a kadar çok yüksek vakum seviyeleri üretebilirler (yoğun faz ve tıpaç akış iletimi için kullanılır). Basınçlı hava kaynağının miktarı ve basıncı, aynı zamanda, çok çeşitli tozların ve diğer dökme malzemelerin taşınmasına ilişkin özel kontrollere izin verecek şekilde kolayca ayarlanır. Vakumun hızlı bir şekilde kesilmesi, böylece aralıklı taşıma, yığın malzeme alıcıyı çevrimler halinde doldurma ve boşaltma imkanı sağlar. Ejektör pompa boşaltma işlemi sırasında enerji tüketmediğinden enerji maliyetleri en aza indirilir. Geniş alıcı yelpazesiyle birlikte mevcut pompa boyutları, bireysel taşıma uygulamaları ile ilişkili olarak daha fazla enerji optimizasyonu sağlar.
Buna ek olarak, TeknoConvey multiejektör pompa döner parçaları olmadığı için yağlama veya bakım gerektirmez ve ısı üretmez. Aksine, çevreleyen hava üzerinde bir soğutma etkisi ölçülebilir. Gürültü seviyeleri düşük, her zaman karşılaştırılabilir bir elektrikli pompasından daha azdır, çünkü hareketli mekaniğin olmaması, hatta 1 - 450 santimetreden çıkan hava akışları da vardır. Multiejektör bir vakum pompası bir TeknoConvey dökme malzeme alıcısı ile birleştirildiğinde, komple taşıma sistemi pnömatik olarak çalışır ve patlayıcı bölgelerde zorlanmadan çalışmayı sağlar. TeknoConvey vakum taşıma sistemleri, tüm ilgili toz ve gaz EX bölgeleri için ATEX taleplerinde benzersizdir.
Pnömatik vakumla taşıma, malzeme kapasiteleri 50 kg.- 10.000 kg /saat arasında olduğunda en iyi şekilde kullanılır. Ve olağandışı koşullar altında, 20 ton / saate kadar ulaşabilir. Etkili taşıma mesafeleri yalnızca birkaç 2-3 metreden 100 metre yatay veya 50 metre dikeye kadar değişebilir. Malzeme toplama, besleme hunileriyle (örneğin torba boşaltma hazneleri) otomatik olarak veya emici çubuklu bir operatör tarafından manüel olarak gerçekleştirilebilir.
Yığın malzeme alıcısının hacmi ve vakum pompası kapasitesi taşıma parametrelerini belirler. Ortalama bir atmosfer basıncının yaklaşık 1013 mbar olarak kabul edilmesi , -910 mbar'lık bir vakum, kapalı bir su sütununu yaklaşık 9 metre dikeye kaldırabilir. Bununla birlikte, tozlar ve dökme malzemeler her zaman belirli miktarda besleme havasıyla taşınır, daha yüksek taşıma yükseklikleri mümkündür. Taşınan maddenin özelliklerine bağlı olarak 45 metreden fazla yükseklik gerçekleştirildi. Elde edilebilir işlemler / kapasiteler toz ve dökme malzemelerin özelliklerine bağlıdır. Belirli taşıma işlemi için yığın yoğunluğu, yapışkan veya köprüleşme özellikleri, partikül boyutu, yüzey şekli, nem ve / veya yağ içeriği, toplama noktasının tasarımı, besleme havası kaynağı ve tabii ki, toplam taşıma mesafesi, yüksekliği ve bükülme sayısı kritik parametrelerdir. Farklı ürünler için, üretimdeki değişiklikler yaygındır ve aynı tip konveyörde bile bu farklar 2 ton / saate kadar çıkabilir. Zararlı tozlar veya güçlü ilaçlar söz konusu olduğunda, kapalı muhafaza sistemlerinde gerekli muhafaza seviyelerini elde etmek için vakum taşıma tercih edilir.
Boru çapı, bir taşıma sisteminin kapasitesi için hayati öneme sahiptir. İlke olarak, boru çapının büyüklüğü, hızın sabit tutulması şartıyla sistemin kapasitesini artırır. Uygulamada, bu, kapasiteyi arttırmak istemeniz durumunda vakum pompası ve toplamı kapları ile tüp boyutları da dahil olmak üzere, genel olarak tüm sistemi revize etmek zorunda olduğunuz anlamına gelir. Bununla birlikte, bazı durumlarda, daha küçük borular ve aynı pompa ile kapasite artırımı yapılabilmektedir. Bunun nedeni, malzemenin başka bir fazda (yoğun fazda) taşınması mümkün olabilmesinden kaynaklanmaktadır.. Örneğin, 75 mm çaplı bir boru, 50 mm çaplı iki boruya eşdeğerdir.
Malzemenin hızı doğrudan boru hattındaki havanın hızı ile ilgilidir. Boru hattındaki basınç düştükçe konveyöre ulaştığınızda havanın hızı ve malzeme hızla artar. Bu nedenle, bazı durumlarda, parçalara ayrılmamak için, malzemenin hızını düşürmek için basamaklı boru hatları (artan çaplı borular) kullanılmalıdır.
Vakum taşıma sistemi planlanırken akılda tutulması gereken bazı genel kurallar şunlardır:
Kısa taşıma mesafesi sistem ve işletme maliyetlerini azaltır.
Sistem ve işletme maliyetlerini azaltmak için boru bükülmelerini minimumda tutulmalı.
Taşıyıcı boru hattını eğimli bir düzlemde çalıştırmaktan kaçının.
Mümkün olduğunca sert boruları kullanın esnek borudan kaçının.
Malzemeyi bir taşıyıcı boru hattına emebilmek ve daha sonra da taşımak için, taşıma havasının belirli bir minimum hızda olması gerekir. Çoğu malzemenin harekete geçirilebilmesi için ek havaya ihtiyacı vardır. Eğer bir sistem tatmin edici bir şekilde çalışacak ise, besleme, yani emme noktası doğru bir şekilde tasarlanmalıdır. Emme kapasitesi mesafenin karesi kadar azaldığından, malzemenin taşıma boru hattı üzerindeki emme bölgesine yakın olması önemlidir. Emme noktası bir besleme istasyonu olarak tasarlandığında, boru hattında doğru oranlarda malzeme ve hava vermek üzere kontrol edilebilen, genellikle biri hava için olan ve biri malzeme için olan iki vana bulunur. Havayı beslemenin diğer bir yolu, özellikle taşıması zor olan malzeme ile besleme hunisini akışkanlaştırma ile uydurmaktır. Emme ağzı kullanılıyorsa, ilave hava tedarik etmenin en basit yolu, giriş havasının çatal boru üzerindeki bir vana yardımıyla düzenlendiği çift taraflı bir besleme memesi kullanmaktır. İç tüp, dış tüp ile ilişkili olarak yukarıya ve aşağıya düzenlenebilir ve bu ayar da taşıma üzerinde bir etkiye sahiptir.
Pnömatik yoğun faz sevk sistemleri toz, granül ve diğer yığın malzemelerin taşınmasında kullanılan en efektif yöntemlerden biridir. Bu bölümde pnömatik transferle ilgili sıkça sorulan sorulardan bazılarını cevaplamaya calışacağız, merak ettiğiniz diğer detaylı bilgi talepleriniz için lütfen bizimle iletişime geçiniz.
Pnömatik taşıma sistemi nedir yada yoğun faz pnömatik taşıma sistemi nedir?
Pnömatik taşıma yada transfer sistemi toz granül ve diğer bu özelliklerde malzemelerin bir boru hattı boyunca taşınması işlemidir. Taşıma işlemini sağlayan güç hava yada spesifik taşımalarda nitrojen gazıdır. Sistemdeki temel elementler basınçlı hava kaynağını sağlayan kompresör, densveyör transporter yada basınçlı kap, taşıma boru hattı, boşaltama silo yada bunker, ve toz filtresi yada jet pulse filitredir.
Pnömatik taşımayla sevkleri sağalanan en yaygın malzemeler, kum, un, şeker, çimento, alçı, nişasta, kömüt tozu, plastik malzemeler, yüzlerce toz kimyasallar, gıda ürünleri, mineraller vb daha birçok ürünün sevkinde yoğun faz pnömatik taşıma kullanılmaktadır bu malzemeler genelde her zaman kurudur. Çamur yada pasta kıvamında malzemlerin sevkinde pnömatik taşıma sistemi uygun değildir.
Yoğun faz pnömatik taşıma sistemi nasıl çalışır? Pnömatik transport sistemi çalışma mantığı nedir?
Yoğun faz pnömatik transport sistemlerinde ürünlerin bir boru hattı boyunca sevk için basınçlı havaya ihtiyaç vardır. Sevki istenen toz malzemenin bir kaba dökülüp basınçlı havanın belli bir basınçta tutup ürünü bir boru hattı boyunca sevki sağlanır. Pnömatik transfer sistemi içerisinde hava basıncının kontrolü ne kadar iyiyse sistemde o derecede verim alınmaktadır. Kısaca pnömatik taşıma sistemi hava basıncının kontrollü bir şekilde bir boru hattı boyunca ürünü sevk etmesi işlemdir.
Yoğun faz pnömatik taşımanın diğer mekanik taşıma sistemlerine göre en büyük avantajı nedir? Neden pnömatik transport sistemi daha üstündür diğer mekanik taşıma ( elevator, helezon, konveyör bant) sistemlerine göre?
Öncelikle mekanik taşıma inceleyelim bunun içinde kovalı elevatör, helezon konveyör, bantlı konveyör vb geleneksel mekanik taşıma ekipmanları yer alır.
Mekanik taşıma sistemleri düz bir hat boyunca ilerler ufak bir yön değişimi için ekstra bir motor yada tahrik ünitesi ihtiyacı doğar. Oysaki havalı taşıma sistemlerinde taşıma işlemi boruyla yapıldığı için yön değiştirme işlemi sadece bir dirsek yada boruda ufak bir revizyonla gerçekleştirimektedir.
Mekanik taşıma sistemleri genelde açık sistemler oldukları için potansiyel birer toz oluşturma kaynağıdır buda tesislerde en sorun yaratıcı işlerden biridir. Oysaki pnömatik transport sistemleri tamamen kapalı bir sistemde çalıştırıldıkları için işletmelere tozsuz nezih bir ortam sağlamaktadır.
Geleneksel mekanik sistemlerde sistemin haraketi sağlamak için birçok haraket eden ekipman kullanılmaktadır bu ekipmanlar için sürekli bakım ve yedek parça bulundurma imalatçılar için büyük bir harcama ve maliyet kalemidir. Özellikle mekanik taşıma (elevatör, helezon, konveyör) ekipmanlarının bakım ve değişim işlemleri çok uzun sürdüğü için tesislerin iş durma maliyetleri üreticiler için büyük bir harcama kalemidir. Örneğin 10 metre veya üstü bir kovalı elevatörün bakım yada bant zincir değiştirme işlemi bazen günlerce sürmektedir bu değişim işlemleri için vinçler ve tedarikçi firmalardan servis talep edilmektedir. Oysaki pnömatik yoğun faz transfer sistemlerinde hareketli birkaç hazır ekipman olduğu için bakım işlemine neredeyse hiç gerek yoktur.
Mekanik taşıma sistemlerinin en büyük dezavantajı ise tesislerdeki çok değerli alanların bu donanımlara ayrılmasından dolayı imalatçıların tesis bina maliyetlerinin yükselmesine yol açmaktadır. Oysaki pnömatik transport sisteminde sadece basınçı kap ve borular kullanıldığı için tesislerde hiçbir değerli bir alan kaplamazlar. Buda müşterilerimize fabrika yada tesisilerini daha verimli şekilde kullanma fırsatı vermektedir.
Yoğun faz pnömatik taşıma sistemlerinin en büyük dezavantajı nedir mekanik taşıma sistemlerine kıyasladığımızda?
Öncelikle bazı çamur, ve pasta kıvamında ürünler maalesef pnömatik bir şekilde havalı sistemlerle sevk edilememektedir. Bunlar için mekanik taşıma sistemleri kullanılmaktadır. Diğer dezavattajı pnömatik taşıma sistemlerinin enerji maliyeti mekanik sistemlere göre daha fazladır ancak mekanik sistemlerin bakım ve onarım maliyetlerini düşündüğümüzde tesislerin imalat süreci maliyeti açısından büyük bir farkta yoktur.
Özelikle yoğun faz pnömatik taşıma sistemi tam olarak nedir?
Yoğun Faz
Yoğun faz pnömatik taşıma sistemi, toz veya taneli katı malzemeler, bir boru hattı boyunca düşük hız ve yüksek basınçlı hava ile taşınmaktadır bu taşıma işlemi malzeme boru tabanında ilerleyen tepecikler şeklinde yatak akışı ile nakledilir, diğer taşıma şekli ise tıpa sevk şeklindedir, yani malzeme grupları arasında hava tıpaları vardır. Eğer taşınacak malzemenin havayı geçirgenliği düşük ise yatak akışı tipi gözlenir. yada malzemenin havayı geçirme özelliği yüksekse tıpalı akış şekli görülür. Hazne ve boru hattı içerisindeki basınç yardımıyla ürün hat boyunca nakli gerçekleştirilir.
Genellikle yoğun faz havalı taşıma sistemleri hava enjektörleri ya da taşıma hattı boyunca sabitlenmiş hava asistanları içerirler; bir hava kompresörü, taşıma hattına basınçlı hava ya da başka bir gaz enjekte ederek sistem çalışır. Eklenen takviye hava üniteleri , düşük hava hacmi veya basıncın neden olduğu tıkanmaları temizleyebilir, ayrıca bu tıkanlığın ortadan kaldırmak için hattın sökülmesini ortadan kaldırır. İlave hava enjektörleri, taşınan malzemenin asistan hava enjektörüne kaynağına girmesini engellemek için emniyetli çek valfler kullanılmalıdır. Ve aynı zamanda taşıma hattı boyunca hava enjektörleri, malzeme nakil çevriminden sonra hattta bırakıldığında akışı hafifçe yeniden başlatmak için de kullanılabilir. Buda ayrıca aşındırıcı ya da kırılgan malzeme ya da malzeme karışımlarının sevkinde için özel bir avantajdır. Sistem ek hava olmadan yeniden başlatıldığında, daha yüksek hızdaki malzeme akışı aşındırıcı bir malzemenin taşıma hattında ve diğer malzeme temas bileşenleri üzerinde aşırı ve erken yıpranmalara neden olabilir. Bu daha hızlı akış da ufalanan bir malzemeye zarar verebilir, bu da kabul edilemeyecek derecede yüksek miktarlarda partikül yıpranmasına neden olur. Aynı zamanda, farklı parçacık boyutlarına ve yığın yoğunluklarına sahip bir malzeme karışımınıda de-blend yanı ayrıştırabilir. Hatta ilave hava kullanımı, bir elektrik kesintisi veya başka bir olay, dolduğunda taşıyıcı sistemi aniden kapattığında daha fazla sistem tasarım esnekliği sağlayabileceğinden aşınma, yıpranma ve ayrıştırma sorunlarını önler.
Uygulamam için pnömatik taşıma sistemini nasıl seçebilirim?
Mühendislerimizle birlikte düşünülmesi gereken en büyük faktörler.
İlkin malzemenizin özelliklerine, malzemesinin parçacık boyutuna, şekline, yığın yoğunluğuna, nem içeriğine, aşındırıcılığa, ufalanabilirliğe, kaynaşmaya, higroskopikliğe, statik yüke, patlayıcılığa, toksisiteye, erime noktasına.
İkincisi, sistemin yerinize ve fabrika ortamınıza nasıl uyacağını göz önünde bulundurulacak.
Göz önüne alınması gereken üçüncü unsur, başvuru gereksinimlerini karşılamak için sistemin ne tür malzeme transfer hacmi elde etmesi gerektiğidir.
Referanslar